0 引 言
M42(W2Mo9Cr4VCo8)为高碳高钴钨钼系超硬高韧高速钢,按照国标GB/T 9943-2008规定化学成分的质量分数如表1所示,其中Mo、W、V等以碳化物形式存在,赋予该钢良好的综合力学性能,包括良好的红硬性、高温硬度和易磨削等特点,并具有较好的回火稳定性及耐磨性,且易于加工成形[1,2]。Co使合金碳化物在淬火加热时能更好溶入基体,增大基体硬度并提高其红硬性和耐磨性,常用于加工碳钢、合金钢等材质[3-5],也适于制作高韧性精密刃具和模具。某高速冲压工况下的高韧性精密耐磨五金冲模结构如图1所示,生产工艺主要采用母合金配料熔炼、电渣重熔、锻造砂冷、热轧炉冷、机加工以及最终热处理,热处理现场采用1 200 ℃箱式炉加热气淬,550 ℃三次回火,530 ℃氮化。
表1 M42模具钢的化学成分 ( 质量分数 )

图1 模具结构
该模具用于某型号眼镜框架的冲压成形,正常情况工作受力远低于模具的设计许用应力,因此能持续工作直至磨损导致配合尺寸超差失效,而该模具在工作约1 000次后发生非正常早期断裂失效,为正常服役次数的20%,断面如图2所示,尺寸约为100 mm×190 mm×120 mm。

图2 失效模具零件断面
现对失效模具零件的材料成分、断口形貌、内部组织结构和热加工工艺进行分析,找出导致失效的原因,为该模具零件材料选用和热加工方法改进积累数据。结合参考文献[2]和实际制备工艺,一般认为模具钢的化学成分、热加工工艺和显微组织结构是影响其早期失效的主要原因[4]。
1 理化分析及结果
1.1 断口宏观分析
M42模具钢适用于冷作冲模,虽然工作时承受一定的压力,但在设计时考虑了足够的强度余量且设备工作状态稳定,正常条件下模具零件多为磨损超差报废。失效模具零件断面形貌如图3所示,断口整体较为平整,呈金属光泽(氧化色是取样过程存放导致),裂纹起源于模具零件上部边缘位置,该位置承受压应力。裂纹源区有近似人字形条纹,整体有明显圆弧状;裂纹扩展和瞬断区呈现准解理形貌,属于典型的脆性断裂特征。
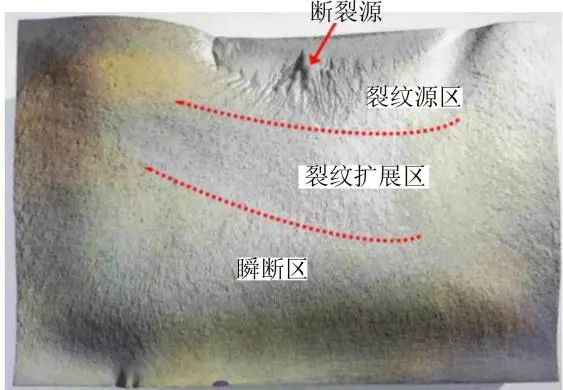
图3 失效模具零件断面形貌
1.2 断口微观分析
断口显微形貌采用ZEISS EVO18电子扫描显微镜(SEM&EDX)按照裂纹源区、裂纹扩展区和瞬断区的顺序分别观察。如图4(a)所示,在近外壁裂纹源区的断口表面有一定的凹凸起伏,有多个断裂源,局部放大如图4(b)所示,存在沿晶界的裂纹和白色脆性颗粒物,说明该区域在工作过程中较为脆弱,是裂纹源的起点。如图5所示,在靠近裂纹扩展区的裂纹源区,可见少量裂纹及河流状准解理断裂形貌,表面未见脆性颗粒。如图6所示,瞬断区(近下表面)均呈现河流状准解理断裂形貌,且瞬断区由于靠近表面,也有少量裂纹,但裂纹未见明显的氧化和过热组织,可以排除模具零件外表面在机加工或工作过程中受热或受力过大导致断裂的情况。
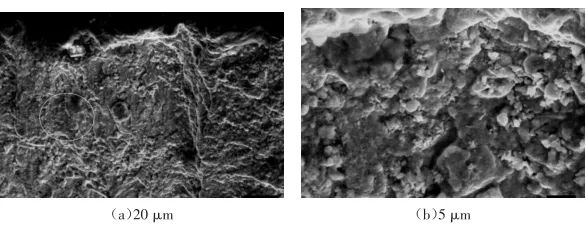
图4 裂纹源区SEM形貌

图5 裂纹扩展区SEM形貌
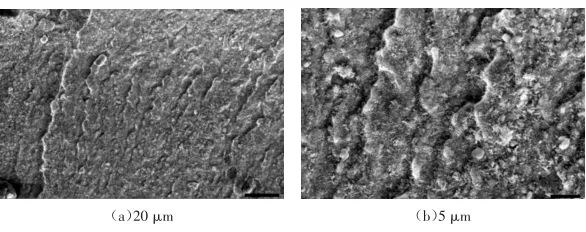
图6 瞬断区SEM形貌
综上所述,断裂源位于近表面处呈多点分散分布,结合在解理面中存在解理台阶形成明显的河流状花样,宏观上呈扇形分布[6-8],初步认为断口形貌由解理特征主导,多源脆性解理断裂为主要断裂机制。
1.3 断面显微组织观察
在失效模具零件断裂位置截取试样,分别对试样进行抛光与4%硝酸酒精浸蚀、高氯化铁溶液浸蚀处理,然后使用金相显微镜(BX53M)进行观察,获得试样的非金属夹杂物形貌、晶粒度及共晶碳化物分布,将断面抛光态和浸蚀后显微组织形貌进行观察对比,断裂源的近表面和基体组织无明显差异,是失效试样非金属夹杂物形貌。
按照国标(GB/T 10561-2005)《钢中非金属夹杂物含量的测定-标准评级图显微检验法》,将抛光未腐蚀的试样表面利用光学金相显微镜(放大100倍)进行非金属夹杂物拍照、分析和评定,如图7(a)所示,其非金属夹杂物级别均不超过0.5级,判断试样的非金属夹杂物属正常等级。
将失效试样抛光后利用4%硝酸酒精浸蚀,放大到500倍的金相显微组织如图7(b)所示,参照GB/T 6394-2017《金属平均晶粒度测定方法》标准中钨钼系淬火晶粒度评级图进行评级,其平均晶粒度为8.0级细晶粒,但个别晶粒尺寸偏大。而模具钢材料显微组织粗大,一般是由于淬火加热温度偏高或时间过长造成的结果[9-12]。

图7 非金属夹杂物形貌
图8所示为高氯化铁溶液浸蚀断面的显微组织,从表面至心部均存在晶粒粗大的现象,针状马氏体不明显,并有明显的碳化物沿晶界呈不连续网状分布。而该钢种的使用态组织应为针状回火马氏体、残余奥氏体、共晶粒状合金碳化物及粒状二次碳化物。
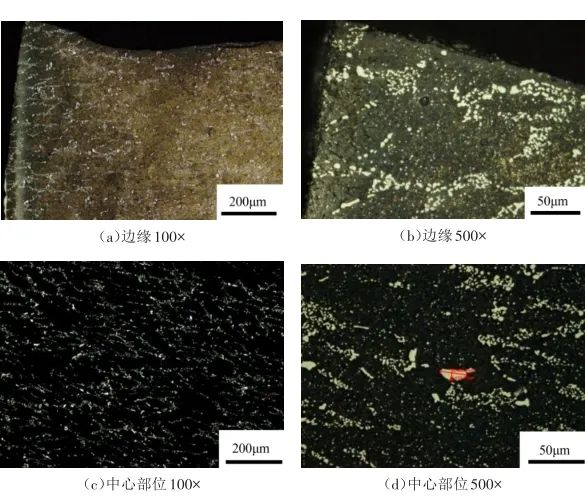
图8 共晶碳化物组织形貌
如图8(b)、(d)所示,存在沿晶界不连续网状分布碳化物,碳化物颗粒直径约φ2~φ5 μm,存在少量大颗粒碳化物,测量该模具中大颗粒碳化物的最大尺寸为:(10.7+25.8)/2=18.3 μm。按照GB/T 9943-2008《高速工具钢》钨钼系高速工具钢大颗粒碳化物的尺寸要求,其大块碳化物的最大尺寸未超过6级(22.1 μm),符合该工具钢国标要求。再按照GB/T 14979-1994《钢的共晶碳化物不均匀度评定法》中第二标准评级图(适用于钨钼系高速工具钢),对其共晶碳化物不均匀度进行评定,其级别达到8级(最高级别),判断共晶碳化物不均匀度级别较高。这些不规则球形和小颗粒应是合金凝固过程中形成的围绕晶胞的网状共晶碳化物,由于析出不均匀且在后续锻造退火过程中未得到有效破碎和分解,由参考文献[13,14]可知,模具钢的热加工工艺会影响碳化物的尺寸和分布,而碳化物尺寸粗大、分布不均匀会降低其韧性和塑性。
从合金化学成分分析并结合参考文献[10,11]的结果,Mo、W和V会优先形成碳化物,特别是强碳化物形成元素V,会富集在晶界处,易形成硬度高、脆性大的VC,在晶界处萌生裂纹,成为失效断裂的裂纹源,因此VC对凸模的韧性和塑形有较大的影响。
1.4 化学成分检测
W2Mo9Cr4VCo8钢属于高碳高合金莱氏体钢,化学成分参照国标GB/T 9943-2008《高速工具钢》,采用Foundry-Maste直读光谱仪和CS-206红外碳硫仪对其化学成分进行检测,并将测量值与国家标准进行比较,如表2所示,可知该模具合金元素含量符合国标的要求。
表2 失效模具钢的化学成分 ( 质量分数 )

同时对失效模具零件断口的基体及碳化物颗粒进行能谱分析,基体成分是以Fe为主(约75%),含有少量的合金元素,碳化物颗粒以Mo、W和V为主(约10%~30%),因此可知碳化物主要是Mo、W和V的合金碳化物。
1.5 表层-心部硬度检测
利用402MVD显微维氏硬度计(0.3 kgf),参考GB/T 4340.1-2009《金属材料空维氏硬度试验第1部分:试验方法》对试样进行硬度检测。从试样表面垂直向心部测量硬度,并在3倍左右渗层深度的部位测得3个硬度值,然后求其平均值作为调质后的基体硬度,具体数据如图9所示。
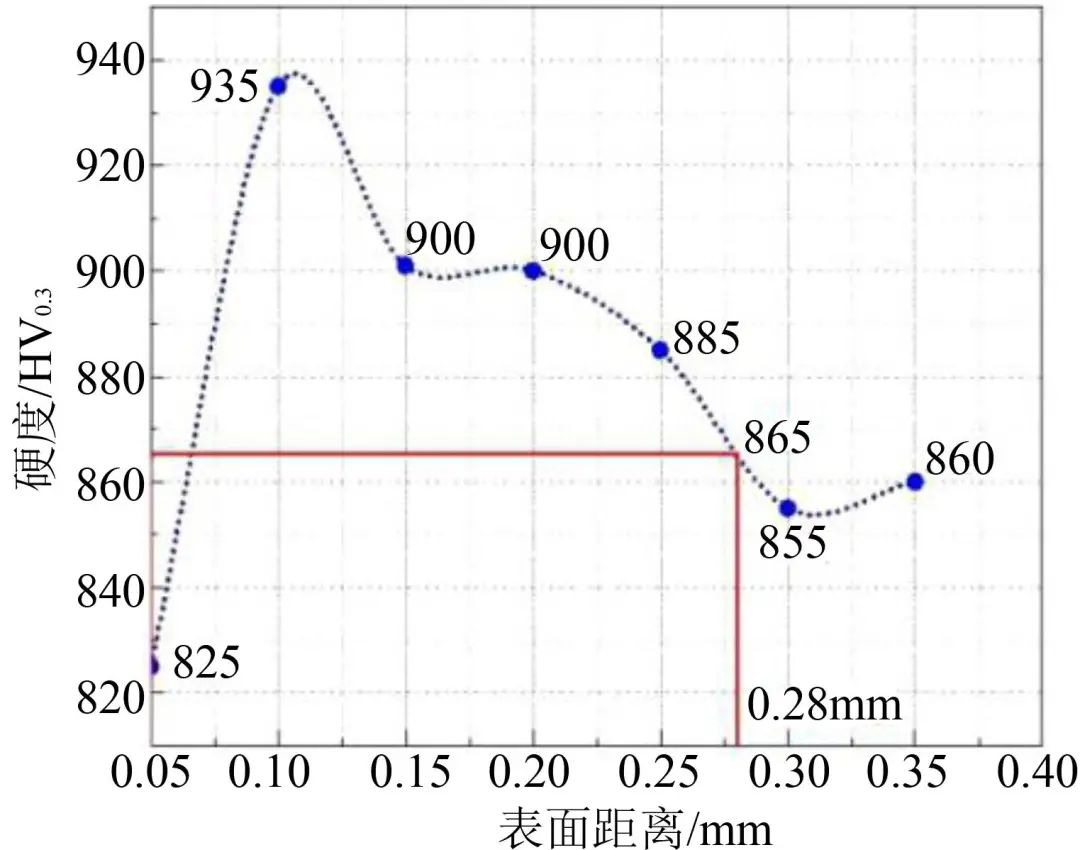
图9 表面层深度测试
由图9可以看出,显微硬度自表面至心部先增加后逐渐降低,硬度最大位于0.1 mm深的渗氮层处,约935 HV。心部从0.28 mm后硬度约为855~860 HV,因此判定表面氮化层[15,16]深度约为0.28 mm。对比该模具钢的使用性能要求,表面层硬度分布符合工艺设计要求。





