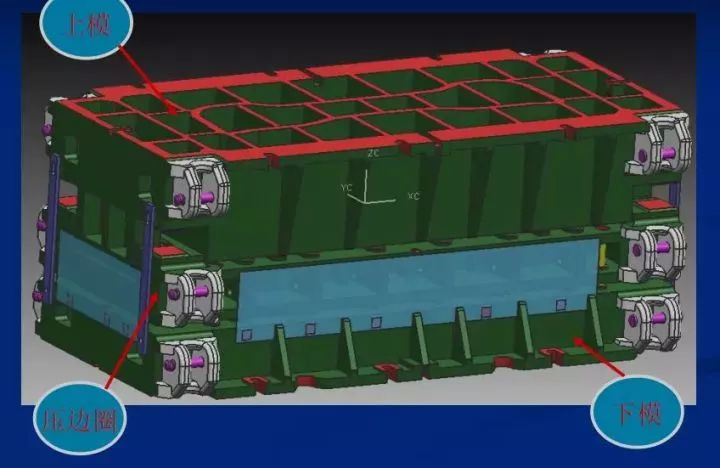
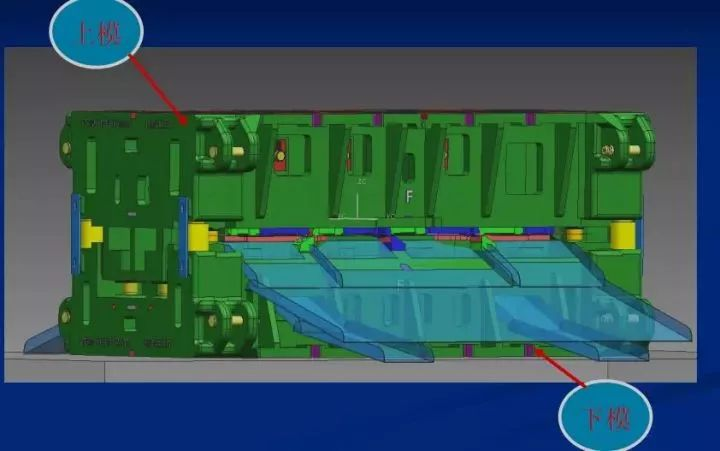
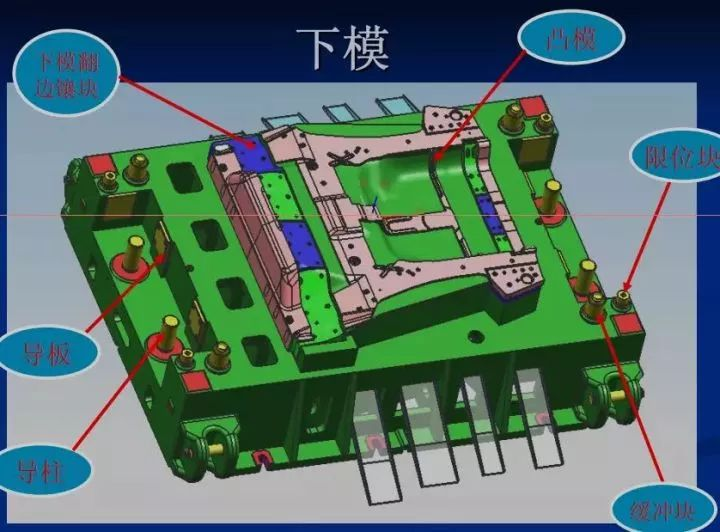
下模
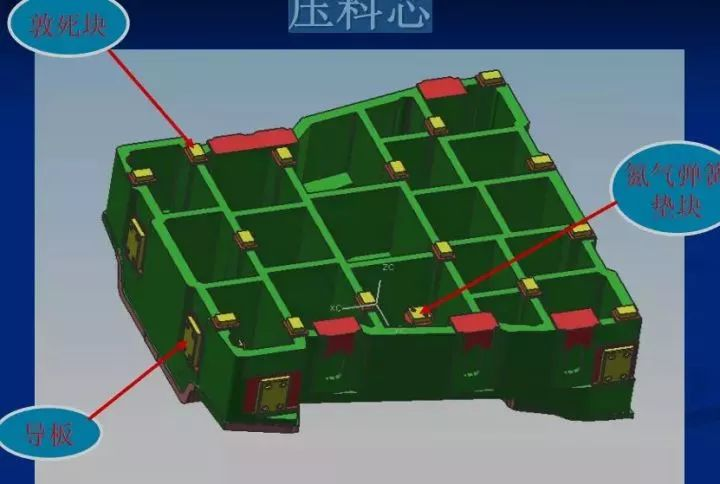
压边圈
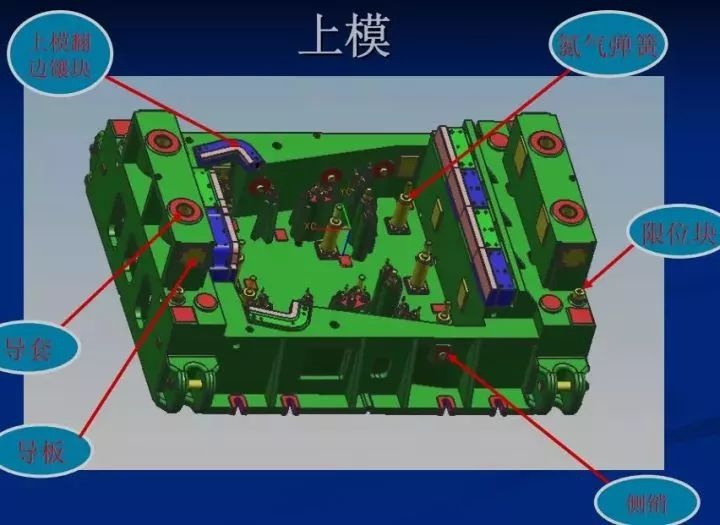
上模
拉延模设计要点 拉延模设计要点
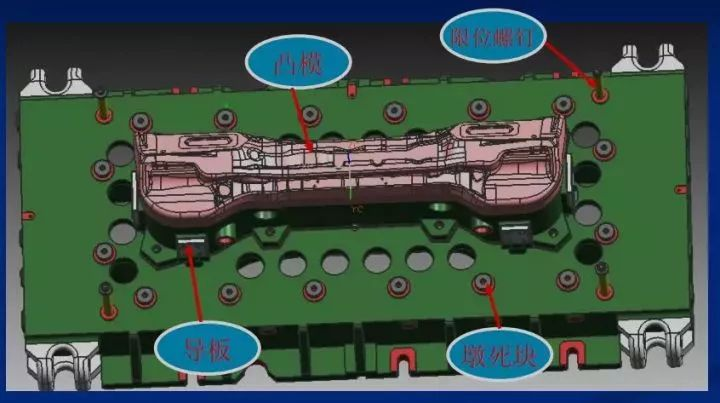
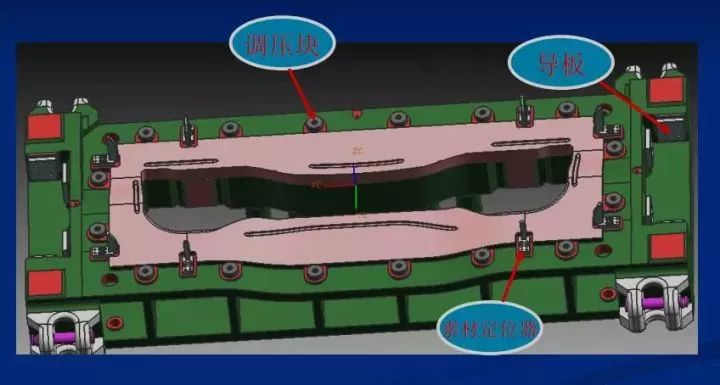
1. 调压垫的布置
调整垫布置紧靠压料面,每300~400一个;
调整垫对应位置,下模设置墩死块;
调整垫、墩死块、顶杆的对应位置应有立筋。
2. 压边圈上应设置素材定位器,以保证板料稳定摆放。
3. 模具端头导板应设置防反,形式为模具左侧比右侧导向 位置尺寸Y Y 向单边大10mm;导板处应设置窥视孔。
4. 应设置安全螺钉,螺钉长度应保证压边圈在上死点时有 20 mm间隙。
5. 压边圈与下模板之间应设有安全保护板,护板高度应保证压料圈在上死点时有 30 毫米的遮盖高度。
6. 上下模之间设置运输连接板。
7. 顶杆布置要求:沿分模线一周均匀分布,使压边圈受力稳定。
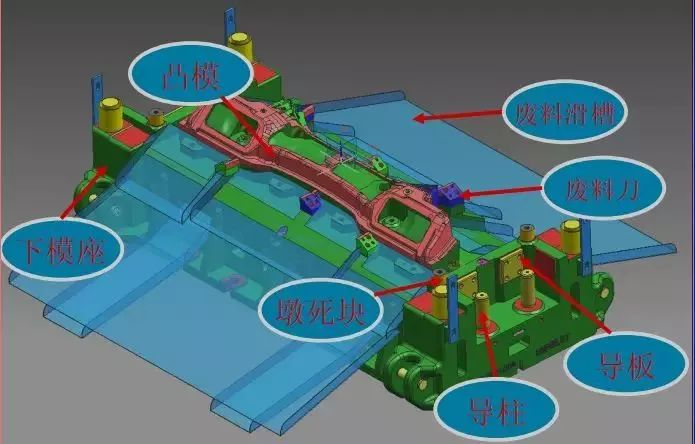
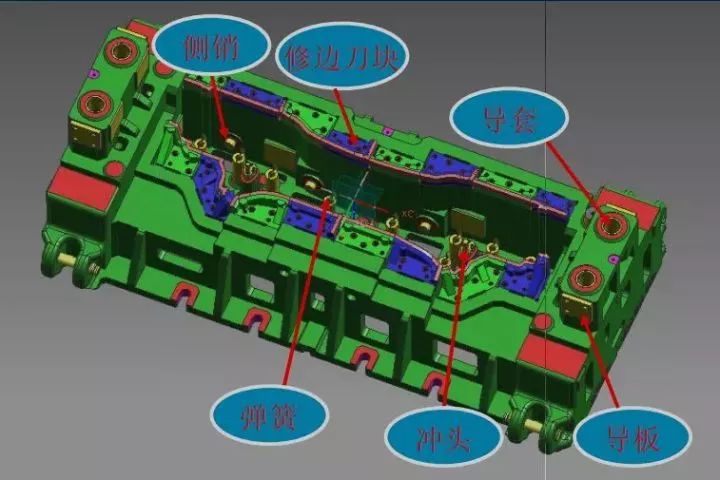
修边冲孔
下模
上模
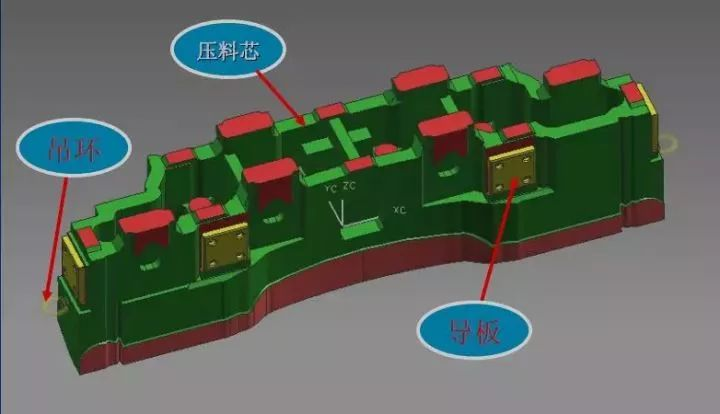
压料芯
修边冲孔设计要点 修边冲孔设计要点
1.力的计算
1.冲裁力P=Lt Ltσ(N)
L:冲裁轮廓长度(mm) (mm)
t: 板件的厚度(mm) (mm)
σ:抗拉强度(σ=350N/mm2)
压料力P1=0.05P(N) P1=0.05P(N)
2.选择力源的原则
力源给压料芯施加压力从而压紧板件。力源一般分为三种:①螺旋弹簧 ②聚氨酯 ③氮气弹簧(昂贵)
根据我司实际情况,我们一般选用螺旋弹簧。
我们优先选择中载弹簧,型号为SWM 50--X(MISUMI标准))
其中““50””为弹簧的外径,““X””为所选择弹簧的长度
3.弹簧个数的计算
当上模修边刀刚要接触板件时,必须要保证板件上有足够的压料力。
P1=nkx
P1:压料力
n:弹簧的个数
k:弹簧常数(N/mm)
x:压料芯的行程ST--上模刀块的吃入量(一般为:ST--66)
4.力源分布原则
力源分布要平衡,且尽量靠近工作部位
翻边整形:
是在成形毛胚的平面部分或曲面部分上使板料沿一定得曲线翻
成竖立的边缘,使之成为带有凸缘形零件的冲压成型方法。

下模
上模
压料芯
翻边整形的设计要点
力的计算
1.翻边力P=P=Lt Ltσ(NN)
L:冲裁轮廓长度(mm) (mm)
t: 板件的厚度(mm) (mm)
σ:抗拉强度(σ=350N/mm =350N/mm2)
压料力P1=0.15P(N)——内板
压料力P2=0.2P(N)——外板
2.选择力源的原则
力源给压料芯施加压力从而压紧板件。力源一般分为三种:①
螺旋弹簧 ②聚氨酯 ③氮气弹簧(昂贵)
我们一般选用螺旋弹簧。如果力不够,就选用氮气弹簧
3.力源分布原则
力源分布要平衡,且尽量靠近工作部位。





