模具设计的都是理论,能不能打出产品,模具会不会有问题,需要实际试模检验。一般新模试模多多少少都会存在一些问题,这就需要我们现场的钳工师傅修模。
但是,有些问题是完全可以避免,或者说是可预见性的。比如,高速模具中,试模是常见的试模问题“跳废料”。所谓跳废料,是指模具在高速运转时,本来应该被冲头冲到下模,通过下模废料孔掉下去的废料被冲头带到模面影响生产的现象。
模具一旦出现跳废料,被带起来的废料会把带料或冲头、刀口打坏,影响冲压件质量,减少模具使用寿命,降低生产效率,这是高速模最常见也是最担心的“大忌”。
跳废料形成原因
一、成因
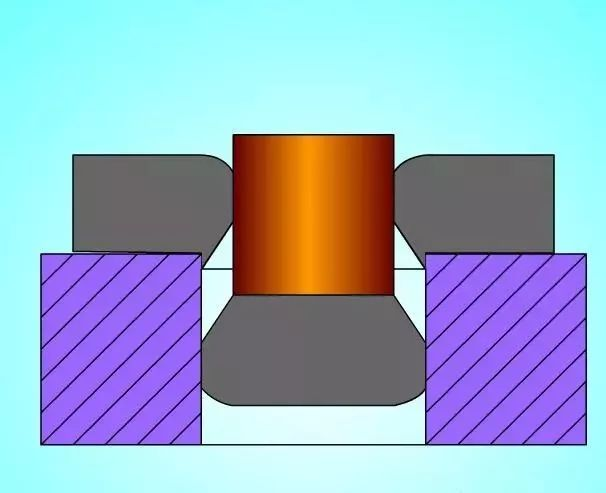
之所以会出现跳废料,模具在高速冲压过程中,因为冲裁速度高(800m/s 以上)跟冲裁过程中有冲压油等因素,使冲头与废料贴合位置形成局部真空,尤其当冲压材料很薄时,因为废屑本身重量轻,而与刀口的摩擦力很小,在冲头完成冲压上行的过程中,废料便随着冲头被带上模面,而形成跳废料现象。
二、影响跳废料的因素
影响跳废料的因素有很多,比如:冲子崩角、钝化或冲压油用量过多、薄料以及冲头有效冲切太短等,都可以引起跳废料。
三、预防跳废料的方法
1,减少冲头与产品的接触面积
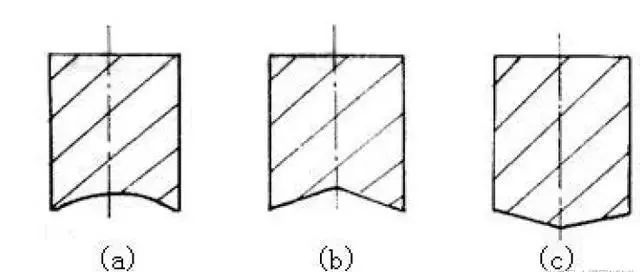
a,在冲头与产品接触面上开槽。
b,对于冲头较大但形状不规则的冲头,可以在冲头中间挖一个坑,以达到减少接触面积的目的。
c,冲头磨异形。
d,在设计模具时,给冲头中间加吹气孔,通过吹气防止带料。
e,如果冲头材料为SKD11,在设计时可以在冲头中加弹簧销,以防止跳屑。
2,增加刀口对废料的摩擦力
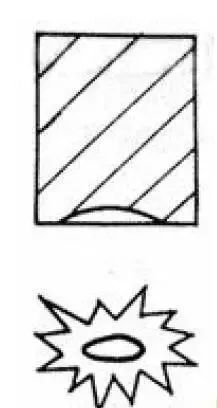
a,对于镶件或组合刀口,可以使用披覆针在刃口下1mm 左右的地方“被覆”,来增加废料在刀口内的摩擦力。
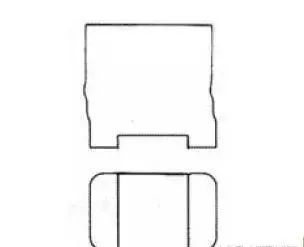
b,对于工艺性辅助工步,如侧刃、分料站刃口等,可适当使废屑形状复杂化,以增加废屑在凹模内的卡紧力,从而防止跳屑。

3,其它
a,用吸尘器,利用吸力将废料吸走,防止跳废料。
b,必须保持冲头及刀口锋利,适量的添加冲压油,都对防止跳废料有一定帮助。
不管怎么说,影响跳废料的原因很多,预防的方法也很多。以上内容,只是在实际工作和学习中总结的一些有效方法。





