一 不锈钢的分类和定义
1 不锈钢定义
一种主要成分是铁 (Fe) 元素的合金
铬含量高于12%
碳含量通常较低 (C ≤ 0.05%)
添加镍 (Ni)、铬 (Cr)、钼 (Mo)、铌 (Nb) 和钛 (Ti) 等各种合金元素,赋予材料不同的特性,例如耐腐蚀性和高温强度。
铬 (Cr) 与氧 (O) 结合,在钢表面产生一层氧化铬 (Cr2O3)保护膜,从而使这种材料具有不锈特性。
2 切削加工性概述
不锈钢的切削加工性依其合金元素、热处理和制造工艺 (锻造、铸造等) 的不同而不同。通常,合金含量越高,切削加工性就越差,但所有不锈钢组均包含易切削或切削加工性改进的材料。
长切屑材料
切削控制在铁素体/马氏体不锈钢加工中比较容易,但在奥氏体和双相不锈钢加工中则变得更复杂
特定切削力:1800-2850 N/mm2
加工时产生高切削力、积屑瘤、高热量和加工硬化表面
氮 (N) 含量较高的奥氏体组织可提高强度并提供一定的耐腐蚀性,但却会降低切削加工性,同时增加形变硬化
添加的硫 (S) 用于改善切削加工性
高碳含量 (> 0.2%) 将导致相对较重的后刀面磨损
钼 (Mo) 和氮 (N) 会降低切削加工性。但是,它们能够提供耐酸侵蚀特性并且有助于增加高温强度
有的不锈钢切削加工性经过改进,改进方法是优化硫化物和氧化物的含量,而没有削弱耐腐蚀性。
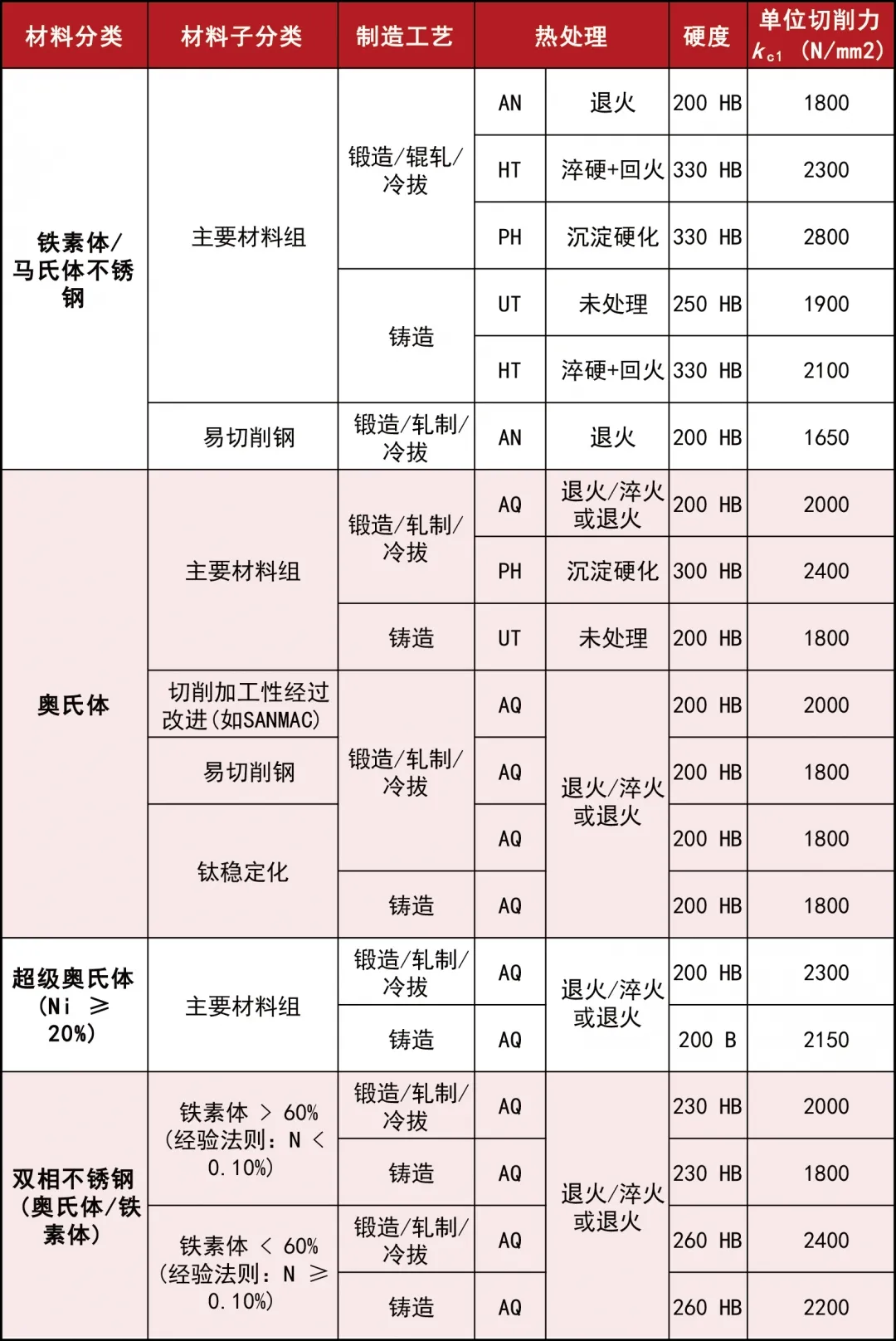
3 不锈钢的分类及材料参数
二 工件材料的识别
不锈钢的显微组织主要取决于其化学成分,其中,主要合金成分铬 (Cr) 和镍 (Ni) 最为重要 。事实上,由于用于稳定奥氏体或铁素体的其他合金成分的影响,显微结构的变化范围可能很大。热处理或某些情况下的冷加工也可能改变显微结构。沉淀硬化铁素体或奥氏体不锈钢具有更高的抗拉强度。

1 铁素体和马氏体不锈钢
定义:一般铬 (Cr) 含量为12-18%。只存在少量的其他合金元素。马氏体不锈钢的碳含量相对较高,因此会硬化。铁素体不锈钢具有磁性。铁素体和马氏体不锈钢的可焊性都较低,耐腐蚀性从中等到低并随着铬 (Cr) 含量的增加而提高。
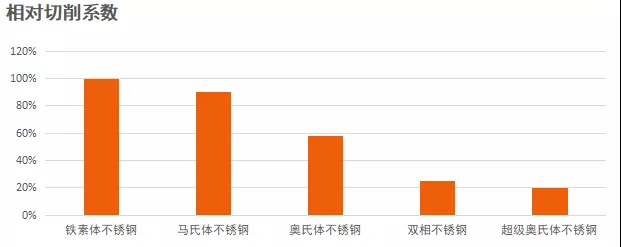
切削加工性:通常,切削加工性良好且与低合金钢非常相似。但不同不锈钢钢种切削性能会不一样。高碳含量 (> 0.2%) 会使材料硬化。加工将产生后刀面磨损和月牙洼磨损以及部分积屑瘤。其中易切削不锈钢种有:416、420F、440F,430F,切削性能一般的有405、430、446、403、410、420、431、440A、440B、440C等。440C由于含碳量很高,在这些钢中最难切削。马氏体不锈钢中也有沉淀硬化的不锈钢,典型牌号如SUS630、SUS631,沉淀硬化马氏体不锈钢由于抗拉强度和硬度都更高,因此,切削难度比其他马氏体不锈钢难度更大。
2 奥氏体和超级奥氏体不锈钢
定义:奥氏体不锈钢是不锈钢的主组;这类不锈钢如镍-铬类300系列不锈钢和200系列的几种Cr-Ni-Mn钢。最常见的成分是18%的铬和8%的镍 (如18/8不锈钢、304不锈钢)。通过添加2-3%的钼可产生更好的耐腐蚀性,此类不锈钢通常叫做“耐酸钢”(如316不锈钢)。该材料组中还包括镍 (Ni) 含量超过20%的超级奥氏体不锈钢,市面上所讲的超级奥氏体不锈钢往往还含有4%~7%的Mo,典型牌号如254SMO,654SMO,904L,Alloy 926。奥氏体沉淀硬化 (PH) 不锈钢在溶解热处理条件下具有奥氏体组织,典型的沉淀硬化钢为17/7 PH钢。
切削加工性:加工硬化产生硬表面和硬切屑,进而导致沟槽磨损。它还会出现粘着并产生积屑瘤 (BUE)。其相对切削加工性为60%。硬化条件会使涂层和基体材料从切削刃上脱落,从而导致崩刃和表面质量差。加工奥氏体会产生强度较高的连续长切屑,因此断屑困难。添加硫 (S) 将改进切削加工性,但会导致耐腐蚀性降低。锯切时使用锋利的切削刃和正前角的带锯条锯切。切削到加工硬化层下面。使切深保持恒定。在加工时将会产生大量热量。
3 双相不锈钢
定义:向铁素体不锈钢中添加镍 (Ni) 将形成一种既含铁素体又含奥氏体的混合基组织。这叫做双相不锈钢。双相不锈钢具有高抗拉强度并能保持非常高的耐腐蚀性。高级双相不锈钢和超级双相不锈钢等名称表示更高的合金元素含量和更好的耐腐蚀性。双相不锈钢中的铬 (Cr) 含量通常为18-28%,镍 (Ni) 含量通常为4-7%,由此将产生25-80%的铁素体含量。在室温下,通常铁素体相和奥氏体相各占50%。
切削加工性:由于高屈服点和高抗拉强度,相对切削加工性通常较差 (30%)。较高的铁素体含量 (高于60%) 可改进切削加工性。加工时会产生坚固的切屑,从而可能导致切屑冲击并产生高切削力。在切削过程中会产生大量的热量,从而可能导致塑性变形和严重的月牙洼磨损。
三 总体切削性能和带锯条的选择

一般双相不锈钢和超级奥氏体不锈钢、沉淀硬化不锈钢均选用硬质合金带锯条进行锯切。大型的马氏体不锈钢和奥氏体不锈钢也适宜选用硬质合金带锯条进行高效锯切。其他的奥氏体不锈钢和易切不锈钢可采用DT和MT系列双金属带锯条表现良好。
此外,带磁性的不锈钢由于对切屑具有吸附性,容易影响刀具排屑, 建议采用退磁机先行退磁后再进行锯切以延长带锯寿命。
不锈钢的锯切液一般都采用5%~10%乳化液。
关于不锈钢材料问题您还可以参考《冲压不锈钢用什么模具钢?》《不锈钢镜面抛光工艺及方法和要求》





