【摘要】基于对汽车外覆盖件焊疤印问题产生机理的分析, 收集解决该问题的可行性方案,通过对比实验和实践验证, 创新性地提出模具型面硅青铜钎焊修复技术。结果表明:该项技术在效率和质量方面均优于传统的模具型面修复技术。
关键词:覆盖件;模具;型面修复;钎焊
1 引言
汽车外覆盖件焊疤印问题是指:拉伸模型面受损进行焊补修复后, 在焊补位置所对应的零件表面产生涂装之后仍然可见的印记 (见图1) , 最终影响整车外观质量的问题。汽车外覆盖件焊疤印不仅会在首次焊补后产生, 即使修复后通常在2万冲次内仍会复发。以某年产能30万辆整车厂的冲压车间为例, 2019年发生10例焊疤印问题, 其中3例为新压伤焊补修复后产生, 其余7例均为复发。并且焊疤印问题并非汽车外覆盖件的专属问题, 所有对面品质量要求较高的冲压件以及注塑件都困扰于这一业界难题。
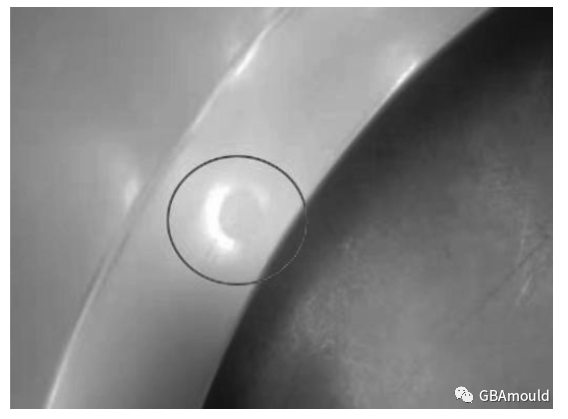
图1 某车型翼子板轮罩区域焊疤印问题
2 焊疤印问题的产生机理
焊疤印作为长期困扰业界的一大难题, 其产生原因是得到业界共识的:由于模具钢普遍含碳量较高,大型的汽车外覆盖件模具型面甚至采用含碳量3%~4%的球墨铸铁, 在焊补修复的接缝区域极易出现白口组织, 焊接白口的硬度可达到600HB, 在打磨研配和后续生产的过程中, 都将成为一个局部硬点, 造成制件的焊疤印缺陷。
而焊接白口的产生原理是:基于铁碳合金相图(见图2) , 铸铁或高碳钢由液态冷却至固态的过程中,发生共晶转变, 析出渗碳体FeC 3 , FeC 3 在高温下不稳定, 会分解成Fe和C, 但当冷却速度过快时, 渗碳体无法及时分解, 得到的就是白口组织, 而焊补通常都是快速熔化再快速冷却的过程, 焊接白口 (见图3) 就难以避免的产生了。

图2 铁碳合金相图
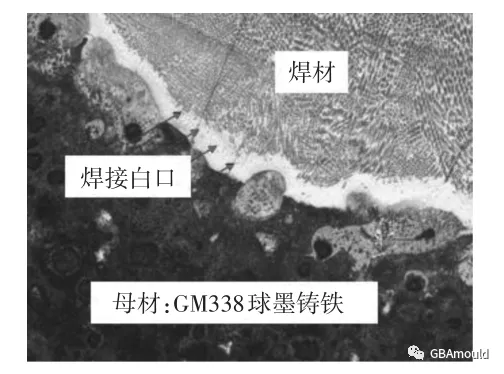
图3 焊补白口金相图
3 解决焊疤印问题的可行性方案分析
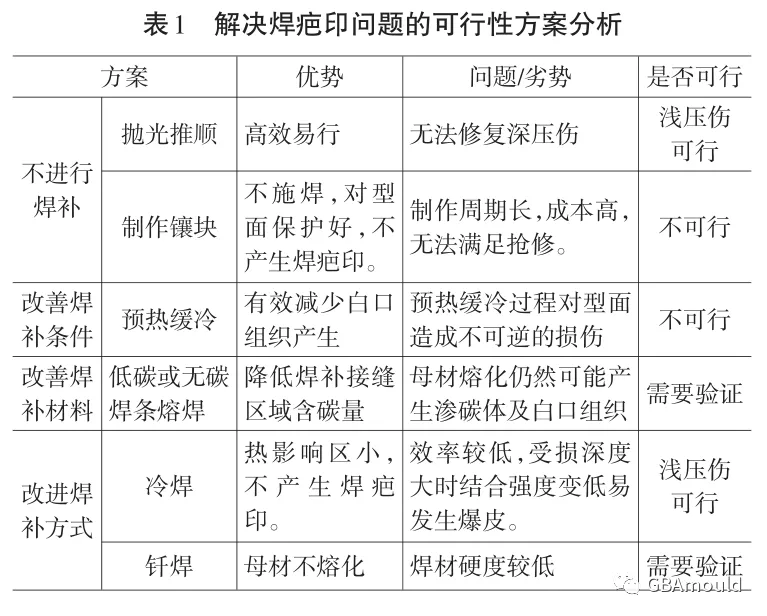
3.1 不进行焊补
对于汽车外覆盖件模具型面受损, 按照一般经验, 当受损深度小于0.2mm时, 可不进行焊补修复。可采用320#以上的细油石网状交叉推顺, 然后依次使用400#、 600#、 800#的砂纸进行网状交叉抛光, 最后沿拉伸方向进行终抛光。当受损深度大于0.2mm时, 仅推顺抛光无法修复受损型面, 如不进行焊补, 可制造镶块过盈配合至受损型面, 过盈量一般为 0.03~0.05mm。该方案虽然不产生焊疤印, 但镶块制造周期较长, 与焊补相比费用较高, 且不适用量产模具的抢修, 同时对过盈量的精度控制要求较高, 存在型面挤压变形或镶块脱出的风险, 一般不建议采用。
3.2 改善焊补条件
改善焊补条件, 即焊补前预热、 焊补后缓冷, 是业界对于消除焊接白口的普遍研究方向, 采用高频感应加热设备也可以实现被焊补件的局部加热, 实现局部的预热和缓冷, 焊补后730℃~780℃恒温1~2h, 使渗碳体有足够的时间分解成Fe和C, 消除焊补白口。该方案被普遍应用于高值铸铁或高碳钢机械零件的焊补修复, 但在模具型面修复领域一般不采用, 主要弊端在于高温对模具型面造成不可逆的损伤以及焊补修复的效率较低。
3.3 改善焊补材料
采用低碳或不含碳焊条进行型面焊补修复时, 理论上可以降低焊补接缝区域的总体的碳元素含量, 减少渗碳体的产生, 但是否可以消除焊接白口需要进行实验验证。
3.4 改进焊补方式
目前模具行业认可不产生焊疤印的焊补方式为冷焊贴片,其原理是利用瞬时放电 (以10 -3 ~10 -1 s为周期, 10 -6 ~10 -5 s 超短时间放电) , 实现焊补贴片 (0.05~0.2mm) 和模具接触部位的瞬间熔化和凝固, 将焊片粘贴至模具受损表面, 非常适合精密模具精细部件的修复。但面对汽车外覆盖件模具动辄1mm深的压伤时,修复效率较低, 且当焊片累计焊补层数达到3层时, 结合强度降低, 使用中易出现爆皮问题。
钎焊作为一种传统的焊接方式, 其焊接后的变形小、 美观、 结合强度高, 目前高端汽车的车顶与侧围的拼接方式普遍采用激光钎焊。同时钎焊与熔焊相比,钎焊不熔化母材, 那么选用不含碳钎料焊补时, 理论上可以防止焊疤印的产生。但在可查阅的文献中, 未见钎焊应用于模具型面的修复, 且钎焊焊材较软, 焊接后是否满足使用要求需要实验/实践验证, 如表1所示。
4 不同焊补方式及焊补材料的对比实验
(1) 实验目的。寻找一种不产生焊接白口的模具型面焊补修复技术。
(2) 实验对象。受损的GM338 (GM标准, 与国内QT700-2 接近)型面试块,数量:12 个, 尺寸:60×60mm。
(3) 实验方法。选用不同的焊条和焊补方法对受损型面焊补修复。焊补方式包括:钎焊、 氩弧焊、 电焊;焊材包括:J422、 S211、 TM2000、 11CR、 TM2000B、纯 镍 、RT38、GM241、R407、R312、G202、G302、ZMH41、 CHR517、 J506、 J507、 ENiCrFe-3、 Gold-330、SHD212、 PP-302。
(4) 验证方法。里氏硬度计测试焊补后的焊材、母材和熔合线的硬度, 拍摄熔合线显微组织金相图检查焊补白口是否存在。
(5) 实验报表。共进行24组实验, 此处仅展示具有代表性的6组实验结果, 如表2所示。
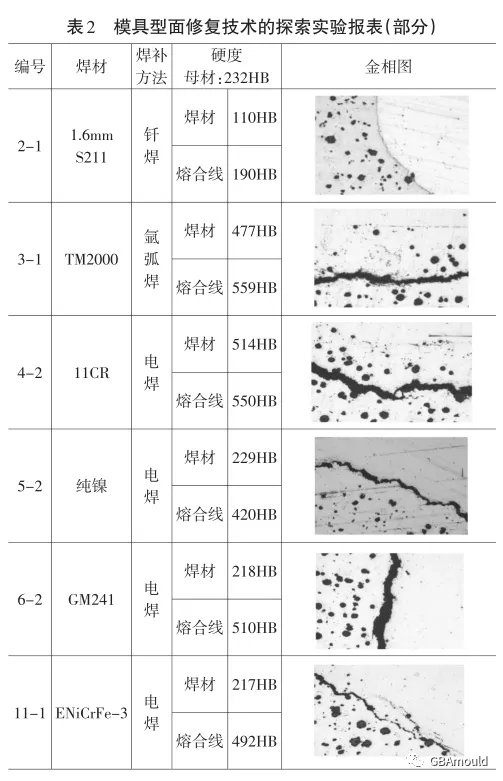
(6) 验证结论。
a.熔化焊 (包含电焊、 氩弧焊) 都产生白口, 不含碳或含碳量低的焊条 (如纯镍焊条、 ENiCrFe-3镍基焊条和GM241铸铁焊条) 白口组织较窄, 但不能避免。
b.采用1.6mm硅青铜焊丝S211钎焊不熔化母材,不产生焊补白口, 但焊补后的区域硬度较低 (110~190HB) 。
5 硅青铜钎焊型面修复的方法优化及实践验证
5.1 硅青铜钎焊型面修复方法优化
通过对比 1.6mm 和 2.0mm S211 硅青铜焊丝,1.6mm BAg72Cu银铜钎焊丝, 1.6mmS201紫铜钎焊丝在不同焊接电流下的焊接效果, 如图4、 图5及表3所示, 确定选择1.6mm S211硅青铜钎焊丝。焊接电流范围:100A~110A。
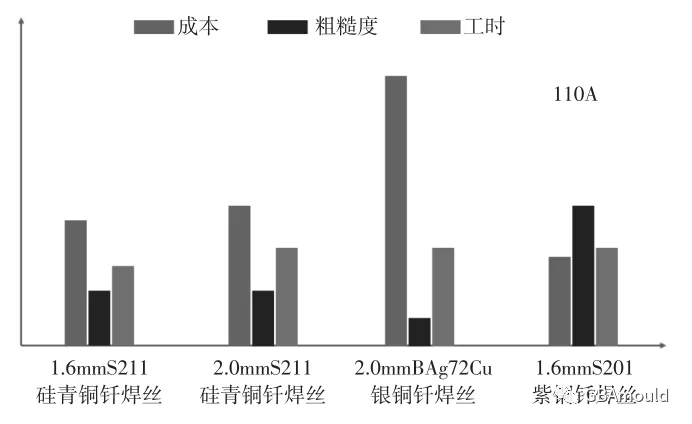
图4 110A焊丝对照
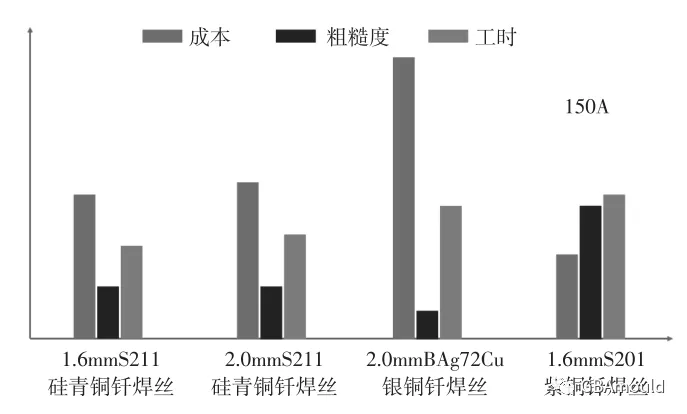
图5 150A焊丝对照
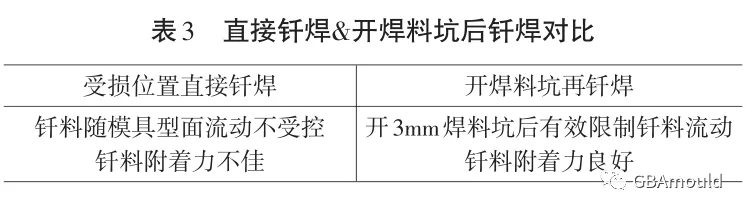
在模具受损位置直接施焊, 钎料沿型面流动不受控, 钎料附着力不佳, 故采用开3mm焊料坑后再进行钎焊。
5.2 硅青铜钎焊型面修复实践验证
考虑到硅青铜有很好的润滑性, 即使硬度较低,应用于拉伸模的型面焊接修复中, 理论上不会产生拉毛等其它缺陷, 团队决定在某量产模具拉伸模型面上进行实践验证, 如图6所示。
图6 某量产模具实践验证硅青铜钎焊型面修复验证
验证结果:焊接后制件无焊疤印, 量产5万冲次后制件无焊疤印, 焊补型面无拉伤, 无其它缺陷。已在5副模具上实践应用硅青铜钎焊修复型面, 最高冲次超过10万冲次, 均未出现焊疤印或其它次生问题。
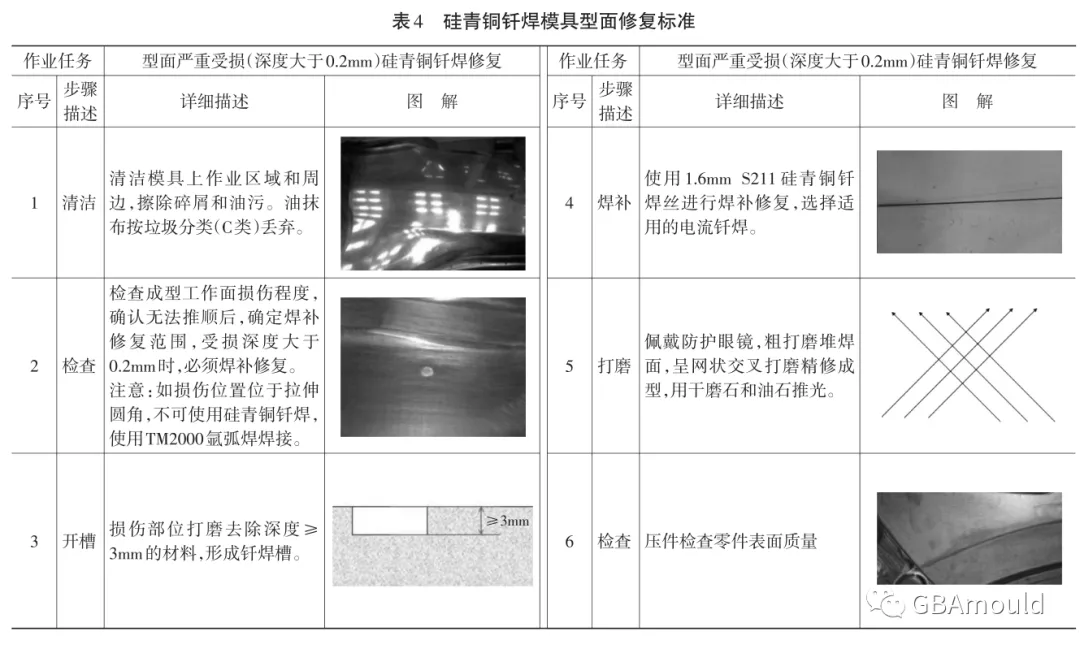
6 硅青铜钎焊模具型面修复标准
总结形成硅青铜钎焊模具型面修复标准如表4所示。
7 结束语
S211硅青铜钎焊用于汽车外覆盖件拉伸模的型面修复, 可有效避免焊补白口产生, 杜绝焊疤印质量问题。经生产实践证明:硅青铜钎焊型面修复技术简单高效、 成本低廉、 质量稳定无焊疤印等质量问题, 满足量产模具的抢修条件。可为同行业冲压模具的型面修复提供参考借鉴。
作者:隋晓峰, 任 政, 马利杰, 李鹏书, 吴宝利, 杨冠宇(上汽通用东岳汽车有限公司)文章已刊载在《模具制造》月刊,版权归作者所有!





