【摘要】介绍了兴澄特钢采用连铸板坯-轧制流程生产20~200mm厚镜面塑料模具钢的技术要求、 生产工艺和实物质量。该模具钢以预硬化态交货 (硬度30~38HRC) , 探伤满足锻件 ? 2mm要求, 全厚度硬度波动≤2HRC。
关键词:镜面;塑料模具钢;预硬化;研发
随着塑料工业发展的突飞猛进, 塑料模具的需求量急剧增加, 其用量及产值已跃居模具用钢的首位,同时对塑料模具钢的质量也提出更高要求, 往往要求大截面、 高镜面抛光度和硬度均匀性。模具材料的选择既要考虑模具的具体使用要求, 又要考虑到成本。预硬型塑料模具钢因其交货态可满足模具加工要求,客户无需再进行热处理, 避免了模具成型后再次热处理造成的尺寸不合格、 脱碳和开裂等缺陷, 大幅节约了模具成本。专家预测大截面、 高均匀预硬化塑料模具钢具有广阔的发展前景 [1] 。
国外已开发有较成熟的高镜面预硬化塑料模具钢, 例如德国的DIN1.2738、 瑞典的ASSAB 718等, 国内类似钢种是GB/T 35840.4-2020中的4Cr2MnNiMo,该类钢种直接加工成模具, 经预硬化处理后硬度均匀, 具有极佳的抛光性能, 不需要再进行淬、 回火处理, 有效避免模具淬火变形, 保证尺寸精度, 适合制造大型镜面塑料模具 [2] 。近年来, 国内许多钢厂进行了重点攻关, 取得了一定成效, 但120mm以上厚度的钢板通常采用钢锭-锻造-调质流程生产, 效率低, 能耗大, 质量不稳定。江阴兴澄特种钢铁有限公司 (以下简称兴澄特钢) 利用450mm连铸板坯, 开发了连铸-轧制-预硬化工艺流程生产20~200mm厚度的XC1.2738预硬化塑料模具钢。本文介绍了兴澄特钢生产的XC1.2738预硬化塑料模具钢板的技术要求、 生产工艺, 以及钢板的实物性能。
2.1 化学成分
XC1.2738是在常规1.2311模具钢的基础上添加了合金元素Ni, 弥补1.2311淬透性的不足, 保证大厚度钢板的芯部硬度, 具体化学成分如表1所示。
2.2 硬度、 非金属夹杂物及晶粒度要求
钢 板 交 货 硬 度 范 围 根 据 客 户 需 求 分 为30~36HRC (L类) 和33~38HRC (H类) , 同截面硬度波动≤3HRC。
钢中非金属夹杂物按GB/T 10561-2005中A法进行检验, 检验结果应符合表2的规定。
由于该类钢种用于镜面模具制造, 对抛光的要求高, 因此要求模具材料内部不允许有大颗粒夹杂物的存在 [3] 。
按照GB/T6394检测钢板的奥氏体晶粒度, 不低于5级。
2.3 内部质量
钢板应按NB/T 47013.3进行超声检测, 满足板材T1级要求, 保证钢板内部无砂眼。
3.1 工艺流程
KR→BOF→LF精炼→RH精炼→连铸→轧制→探伤→预硬化热处理→检验→精整→入库。
3.2 炼钢
XC1.2738钢水经脱磷、 脱硫, 可使杂质元素含量大大降低, 其中实物可使P≤0.015%, S≤0.005%, H≤0.0002%。再加上连铸过程保护浇注, 进一步降低了钢中非金属夹杂物。连铸通过控制过热度与浇注速度, 优化轻压下工艺匹配度, 减轻板坯中心偏析和中心疏松, 确保板坯低倍中心偏析C1.0以下, 中心疏松0.5级, 无裂纹, 为保证钢板探伤质量创造良好条件。
3.3 轧制
针对450mm厚板坯轧制前需保证坯料芯部温度达到目标, 相对于普通钢板高温段时间需延长1h以上, 使合金元素充分扩散。钢板在粗轧阶段采用强渗透变形工艺, 使轧制力充分传导到芯部, 提升钢板探伤质量。
3.4 热处理
为细化钢板晶粒度, 提高组织均匀性, 轧后钢板需进行在正火处理。针对用户的个性化硬度需求及供货规格多样化的情况, 正火钢板通过优化回火工艺, 满足钢板预硬化交货要求。
(1) 低倍。
图 1 是 450mm 板 坯 低 倍 , 图 2 是 200mm 厚XC1.2738钢板低倍。从图1中可以看出板坯内部质量良好, 无明显偏析和疏松, 无中间裂纹和角部裂纹。按照 YB/T 4003-2016 标准检测, 中心偏析 0.5级, 中心疏松0.5级。从图2可见钢板内部成分均匀,偏析和疏松控制水平较高。
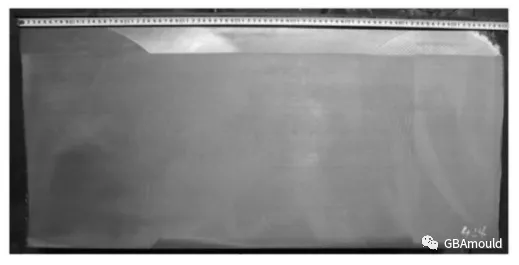
图1 450mm厚XC1.2738板坯低倍
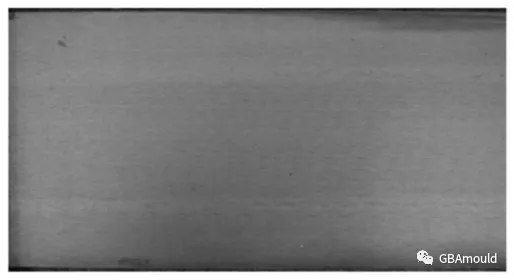
图2 200mm厚XC1.2738钢板低倍
(2) 钢板硬度。
硬度均匀性是模具钢重要的质量评价指标, 影响模具加工性和抛光性。对30mm厚度以上钢板出厂前进行整板表面硬度检测, 确保钢板硬度均匀性。检测结果如图3所示。整板硬度差≤2HRC, 钢板表面硬度均匀。
图4是100mm、 200mm厚钢板全厚度硬度分布。从图 4 中可以看出钢板厚度方向硬度差分别在1.2HRC、 1.9HRC之内。
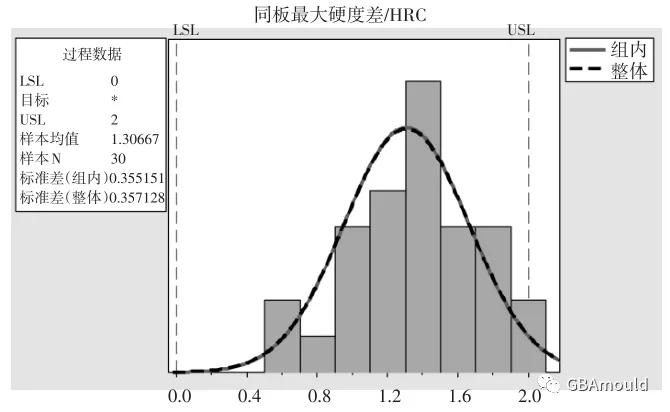
图3 钢板整板硬度差分布
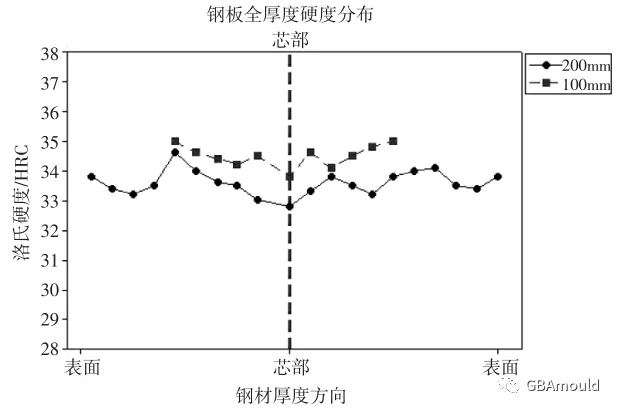
图4 100mm和200mm厚钢板全厚度硬度分布
(3) 非金属夹杂物、 晶粒度。
图5是钢板按照GB/T 10561-2005 A法标准进行非金属夹杂物检测结果, 从图 5 中可以看出XC1.2738钢板中A、 B、 C、 D类以及Ds夹杂物主要集中在0.5级及以下, 钢板纯净度高。
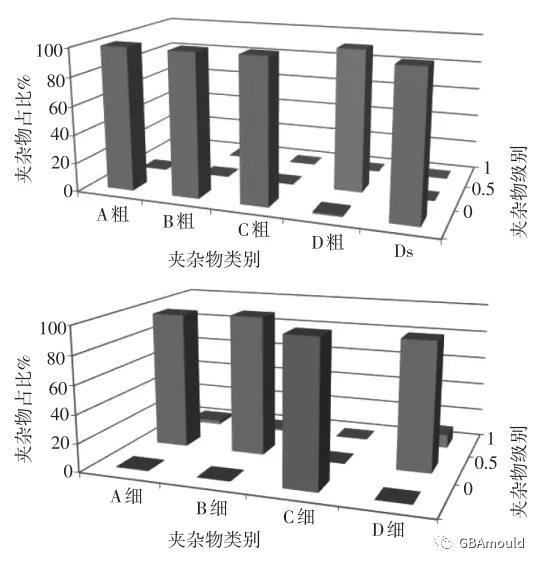
图5 夹杂物分布
预硬化XC1.2738钢板按GB/T6394标准检测奥氏体晶粒度, 检测结果显示预硬化后钢板的奥氏体晶粒度全部大于5级, 主要为6.5~7.0级, 如图6所示。
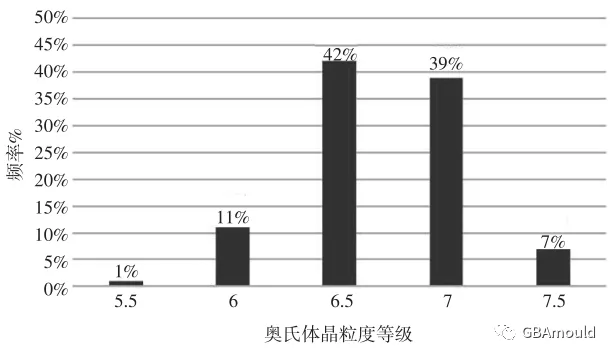
图6 晶粒度分布图
(4) 钢板内部质量。
钢板逐张按照NB/T 47013.3 T1标准进行探伤,所有钢板达到要求。为进一步摸清连铸坯轧材的内部质量, XC1.2738钢板全部按照锻件 ? 2mm要求加严探伤, 合格率达到99%以上。
兴澄特钢采用连铸-轧制工艺生产20~200mm厚度的XC1.2738预硬化塑料模具钢板内部质量良好,无明显偏析和疏松, 超声波探伤达到NB/T 47013.3T1, 实物质量满足锻件 ? 2mm要求。而且钢板纯净度高, 无大颗粒夹杂物;整板表面硬度和全厚度硬度均匀, 奥氏体晶粒度等级高, 晶粒细小。
本文开发的 XC1.2738 钢板与模铸锻造工艺相比, 大幅提升生产效率和成材率, 降低吨钢能耗, 降低制造成本, 实现了大厚度预硬化XC1.2738塑料模具钢板的环保经济型生产。
作者:吴 扬, 杨宏伟, 何广霞(江阴兴澄特种钢铁有限公司) 文章来源:《模具制造》





