作者:汝亚彬 , 杨天亮 , 曹丽红 , 刘宇 , 刘宝石 , 于宗洋, 陈秀强 , 杨松, 许运松 , 祝仁龙 (抚顺特殊钢股份有限公司,广东雄峰特殊钢有限公司)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!
【摘要】研究了M35锻制圆钢的生产工艺及显微组织, 通过采取多电极焊接后电渣重熔以及锻锤锻打成型, 可以生产出高质量的M35圆钢, 通过对成品圆钢的边缘、 半径1/2处及中心部位检验纵向共晶碳化物不均匀度及晶粒度, 说明该生产工艺对M35锻制圆钢显微组织有明显改善, 能够满足客户对高速钢刀具提高切削速度和加工质量、 延长刀具寿命的要求。
关键词:锻制圆钢;多电极电渣重熔;锻锤;共晶碳化物不均匀度;晶粒度
近年来, 随着我国高端制造业的迅速发展, 现代机械技术朝着高速度、 高效率、 高精度的方向发展 [1] 。高性能高速钢相比普通高速钢具有更好的耐磨性、 红硬性和使用的可靠性, 由于价格高, 过去主要用在航空航天工业难加工的材料。随着人们对切削加工效率的追求和观念的转变, 高性能高速钢刀具大量的使用在自动化生产线上, 并收到了提高切削速度和加工质量、 使用可靠和延长刀具寿命的效果。“高精度、 高效率、 高可靠性和专用化” 的现代高效刀具取代传统的标准刀具, 成为发达国家工具工业发展的主流 [2] 。据统计, 欧美市场高性能高速钢的比例达到35%以上, 我国不到15%。国内各大特钢企业均投入力量研发高性能高速钢, 但质量水平与国外还存在一定的差距, 致使高端制造业以及军用刀具材料大量依赖进口。本文研究了一种特殊的电渣和锻造工艺, 对提高M35锻制圆钢质量水平效果明显, 为高性能高速钢的国产化提供了技术储备。
本文中M35锻制圆钢生产工艺流程为:EAF+LF+VD+电渣重熔 (多电极) →2000快锻+锻锤联合成材→钢材红送退火。成品削皮状态交货, 规格 ? 100mm, 其化学成分、 超声波探伤及非金属夹杂物均合格, 共晶碳化物不均匀度达到5级, 比国标≤6级提高1级, 达到进口同规格钢材水平。
为了保证M35锻制圆钢质量, 采取超高功率电弧炉冶炼, 配以炉外精炼、 真空脱气处理及氩气保护浇注, 有效地脱气并把钢水中的非金属夹杂物减至最少, 浇注? 90mm电极。将3支电极捆绑焊接后进行电渣重熔, 如图1所示, 电渣重熔过程合理控制熔速及进出水温差,浇注 ? 360mm电渣锭, 电渣锭红送至锻造车间。成品热加工采用2,000t快锻+3t锻锤联合锻制成材, 2,000t快锻开坯中间坯尺寸 ? 230mm, 再经过锻锤锻打成型, 锻造过程钢锭、 坯加热及回炉再烧温度1,160~1,180℃, 压下量控制在30~60mm, 终锻温度控制≥900℃, 整个锻制热加工共计12火次完成, 成品红送退火。

图1 多电极电渣重熔
通过采用以上措施, 保证了成品圆钢锻制过程无表裂现象, 成品探伤合格, 并获得均匀分布的共晶碳化物组织, 以及更加细小的晶粒分布。
3.1 试验材料
试验用M35圆钢的冶炼化学成分如表1所示。
试验生产的M35成品 ? 100mm圆钢, 化学成分达到预期目标, 根据1964年斯蒂文提出的高速钢平衡碳公式 (C p =0.033W+0.063Mo+0.06Cr+0.20V) 计算, 其碳饱和度为0.82。高速钢的碳饱和度波动对使用性能和工艺性能都有明显的影响, 碳饱和度≥0.80时可以获得更好的强韧性、 红硬性以及更高的二次硬度 [3] , 可以提高车刀、 麻花钻等刀具使用寿命。
从表2可以看出, 通过电炉+LF+VD+电渣冶炼工艺生产的M35圆钢中各类夹杂物粗系均为0级, 硫化物细系为0.5级, 氧化物细系为1.5级, 纯净度满足要求。
3.2 显微组织
在 ? 100mm规格的M35圆钢的边缘、 半径1/2处及中心部位取样, 并观察其纵向及横向试样上的显微组织。纵向共晶碳化物不均匀度放大100倍并按GB/T14979-1994标准第二评级图评级, 边缘3级、 半径1/2处4级, 心部5级, 如图2所示。横向大颗粒碳化物放大500倍按GB/T9943-2008标准检验, 边缘12μm、半径 1/2 处 12μm, 心部 16μm, 如图 3 所示。进口? 91mm M35圆钢半径1/2处纵向及横向显微组织如图4所示, 纵向共晶碳化物不均匀度5级, 横向大颗粒碳化物16μm。
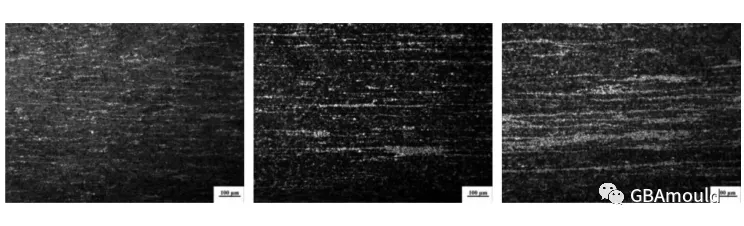
图2 边部、 半径1/2处及中心处纵向显微组织

图3 边部、 半径1/2处及中心处横向显微组织
从显微组织检验结果看, 试验钢M35半径1/2处的纵向和横向碳化物分布更加均匀。其纵向共晶碳化物不均匀度4级, 比GB/T9943-2008标准要求≤6级低2级, 比进口M35钢相近规格的5级低1级;其横向大颗粒碳化物比进口M35钢相近规格的16μm低4μm。有研究表明, 凝固速度是影响高速钢铸态共晶碳化物粗细的主要因素, 钢锭在凝固过程中心部的冷却速度要比表面慢, 因此越大的锭型其共晶碳化物分别越不均匀, 本文采用多电极电渣重熔使电极尺寸从正常的 ? 200mm调整为 ? 90mm, 一定程度上改善了电极的铸态组织。另外, 通过锻锤的锻打可以有效地破碎铸态组织中的网状共晶碳化物, 从而得到分布均匀的显微组织。

图4 进口M35钢半径1/2处纵向及横向显微组织
3.3 淬回火硬度及淬火晶粒度
图 5 为 M35 钢淬回火硬度曲线, 试样分别在1,170℃、 1,190℃和1,210℃温度下淬火, 并在25~650℃之间回火两次。可以看到, M35钢在1,210℃淬火和550℃回火后得到峰值硬度66.8HRC, 在1,170℃淬火和550℃回火后硬度值也达到65.6HRC, 淬回火硬度峰值可以达到65HRC以上, 能够满足材料使用要求。

图5 M35钢淬回火硬度曲线
淬火晶粒度对高速钢强度、 韧性和使用寿命均有很大影响, 根据材料的使用特点高速钢淬火晶粒度通常控制在9~12级之间。图6为M35钢在不同淬火温度下的晶粒度, 按JB/T9986 《工具钢热处理进行检验》标准评级, 1,170℃淬火晶粒度为10级, 1,190℃淬火晶粒度为10级, 1,210℃淬火晶粒度为9.5级。

图6 M35钢不同淬火温度下的晶粒度
(1) M35圆钢采用超高功率电弧炉冶炼电极, 配以炉外精炼及真空处理, 各类夹杂物粗系均为0级, 硫化物细系为0.5级, 氧化物细系为1.5级, 纯净度满足要求。
(2) 通过平衡碳理论控制碳饱和度0.82, 可以获得更好的强韧性、 红硬性以及更高的二次硬度。
(3) 采取多电极焊接后电渣重熔以及锻锤锻打成型, 获得分布均匀的显微组织, 其纵向共晶碳化物不均匀度 4 级, 比 GB/T9943-2008 标准要求≤6 级低 2级, 比进口M35钢相近规格的5级低1级;其横向大颗粒碳化物12μm, 比进口M35钢相近规格的16μm低4μm。
(4) 通过淬回火试验得到不同淬火温度下的回火硬度, 淬回火硬度峰值可以达到65HRC以上, 能够满足材料使用要求。
(5) M35钢在不同淬火温度下的晶粒度, 能够达到10级或更细水平。





