作者:姚开礼(上海赛科利汽车模具技术应用有限公司模具事业部模具质量保证科)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!
【摘要】通过采用非铸铁焊缝冷焊的焊接工艺方法, 解决了汽车拉伸模中需要的特定表层性能及表面尺寸, 为汽车模具制造、 维修保养、 工艺造型变更的堆焊提供可借鉴经验。
关键词:焊接工艺;汽车模具;铸铁
随着我国汽车冲压生产的高效化和自动化的发展, 汽车90%以上的零部件都需要依靠模具成型。汽车模具是一种高新技术产业, 设计制造技术难度大,形状复杂精度要求高, 汽车模具是我国重点支持的高新技术产业之一, 也被誉为 “汽车工业之母” 。我国模具制造周期一般为工业发达国家的两倍, 而使用寿命仅为1/5, 汽车冷冲压模具 (见图1) 大多为灰口铸铁、球墨铸铁和铬钼合金铸铁, 焊接性比较差, 常常难以满足其结合性能和使用要求。铸铁强度低、 塑性差、对冷却速度敏感, 焊接时易产生白口组织和裂纹。若采用堆焊的方法在修复损坏模具及制造过程中弹性变形的超差等得到实际应用, 从而提高模具使用寿命, 大大缩短生产制造周期, 降低模具制造成本。
灰铸铁中硫、 磷杂质含量高, 增加了焊缝对冷却速度的敏感性, 快速冷却时, 焊缝结晶时间短, 石墨化不充分, 容易形成白口及淬硬组织, 各种元素对石墨化过程所起的作用是不同的, 有的起促进作用, 有的则起阻碍作用。
图1 拉伸模
碳和硅:强烈促进石墨化, 必须保证一定的含量。但碳的含量过高, 会使石墨片过分多而粗大, 基体铁素体化, 机械性能下降;硅的含量过高会使铸铁变脆, 硅含量超过7%会产生硬脆的硅化铁。
硫:强烈阻碍石墨化, 促使生成白口, 并且降低铁水的流动性, 易生气孔, 是有害元素, 应当尽量限制硫的含量。
锰:阻碍石墨化, 但由于锰能与硫相化合, 从而抵消硫的有害作用, 故应含有适量的锰, 一般不超过1.5%。
GM338材料化学成分与力学性能分析如表1所示。
慢冷条件下容易到的灰口铸铁, 快冷容易变成白口铁。厚壁铸件铸造时冷却较慢, 石墨析出较充分,机械性能有所降低, 高强度灰铸铁由于浇铸前进行了“变质处理” , 故壁厚对机械性能的影响较小。焊补铸件时, 在工艺上可以采取-些减慢冷却速度的措施以防止白口。强度低的铸铁比较难焊, 也应预先采取措施, 如图2所示。
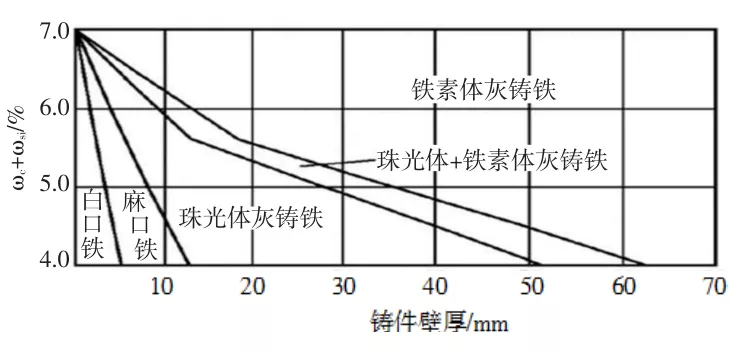
图2 化学成分 (碳硅总量) 与壁厚 (冷却速度) 对铸铁组织的影响
(1) 裂纹。由于铸铁内分布着大量石墨片如同钢的基体被大量的小裂纹所割裂, 因而铸铁的强度较低、 塑性很差。不能像低碳钢那样, 在力的作用下容易拉长、 弯曲等塑性变形。因此, 当焊接应力超过铸铁强度时, 沿焊补区的薄弱处就产生开裂或使剥离。
(2) 白口组织。焊接时, 母材近焊缝区 (见图3) 受到高温高于1,150℃~1,250℃以上时, 原来铸铁中呈游离状态的石墨开始部分地熔于铁中, 温度越高, 熔于铁中的石墨就越多。而冷却时, 熔于铁中的碳来不及以石墨形式析出, 而形成Fe 3 C出现, 因而在窄小的融合区内, 焊后很容易产生白口组织, 它不仅难以机械加工, 甚至导致开裂, 还会使拉伸板料冲压成形时有压印, 制件质量受到影响, 甚至报废。
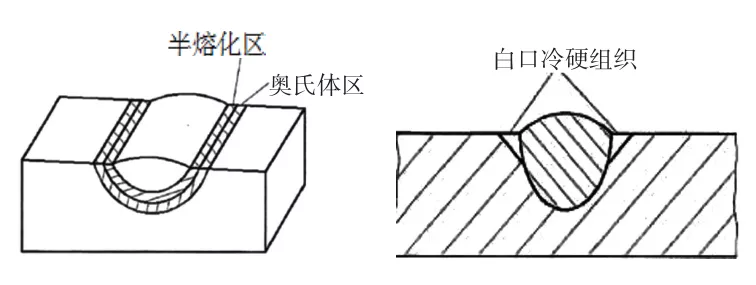
图3 剪切力与白口组织示意图
(3) 母材剥离。主要原因是铸铁几乎无塑性, 不能承受塑性变形, 且强度低, 在焊接应力作用下, 应力值大于铸铁的强度极限而破坏。其次, 焊接接头的组织分布一般是:焊缝为碳钢, 半熔化区为白口组织, 奥氏体区是石墨化不完全的白口组织。这三部分焊缝的收缩率约为2.17%, 半熔化区约为2.3%, 奥氏体区因为没有熔化, 其收缩率只有1.1%左右, 因此在冷却过程中, 焊缝附近的半熔化区与奥氏体区之间存在很大的剪应力, 由于母材铸铁强度低, 牵制不住焊缝的收缩, 当焊道越多, 焊接应力就越大, 严重时将造成整个焊缝沿半熔化区从母材上剥落。
(1) 合理性。非铸铁型焊缝又称异质焊缝, 铸件在焊接中不需要预热使焊接工艺过程大大简化, 焊接成分为碳钢, 可进行全位置焊接, 焊接效率高等优点,所以异质焊缝的电弧冷焊是很有前途的的焊接工艺。
(2) 经济性。手工电弧焊设备简单, 模具千变万化造型多不易实现自动化烧焊, 手工操作成本较低并可全位置焊接等优点。
(3) 工艺性。采用非铸铁焊接所需要电流小, 可使熔深浅, 使母材中的碳、 硫、 磷等杂质进入熔池数量减少, 故减少热裂纹倾向, 由于焊缝中碳的减少, 脆硬性也降低, 所以有利于防止冷裂纹产生, 小电流降低了热输入也降低焊接应力, 有利于减少热影响区及半熔化区的宽度, 可改善焊接接头工艺性能。
为解决以上问题, 采用两种焊材施焊, 首先选择TC-3F镍基焊条打底, TC-3F镍基焊条具有良好的塑性、 韧性, 具有较好的抗裂性能。通过实践和分析证明镍基焊条能使焊缝不出现淬硬组织且使焊缝有较高的塑性和韧性。镍是扩大奥氏体区的元素, 所以镍基焊条形成的焊缝有一定的塑性和强度, 且硬度较低。同时, 镍为促使石墨化元素, 其扩散能力很强, 对减弱半熔化区白口的宽度很有利。有人系统研究了焊条不同含镍量对白口区宽度的影响, 其结果是当焊缝含镍量为50%时, 可减低到0.1mm, 当焊缝含镍量为98%时, 可减低到0.05mm, 而且白口呈断续状, 故采用镍基焊条打底可减弱白口现象, 提高焊缝强度。
采用TM2000或NH10s覆盖型面来满足模具型面耐磨及光洁度要求, 由于此焊材为铸铁堆焊设计, 焊缝初层吸收镍铬形成形成具有韧性的奥氏体组织, 2~3层可形成高硬度马氏体组织, 耐磨性能优良。焊接接头组织变化如图4所示。
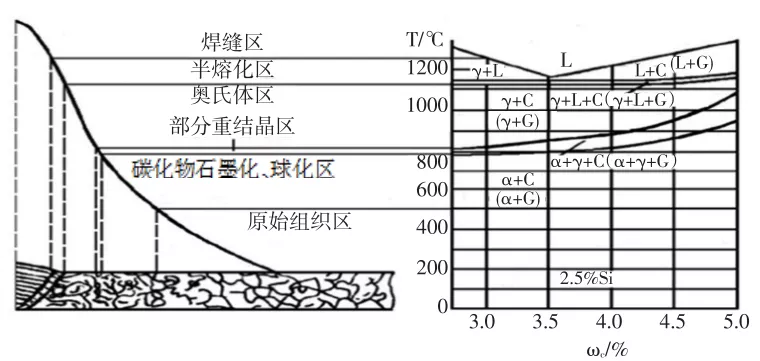
图4 焊接接头组织变化
(1) 焊前准备。
首先要清理工件及缺陷上的油污和其它杂质, 确定烧焊范围长度和高度, 必要时要用火焰清理污物,确保焊接型面内无杂质, 从而降低焊缝内的含氢量,降低焊接应力及焊缝中碳化物、 硫化物, 防止裂纹发生。焊条烘干350℃1.5~2h, 150℃保温随用随取。
(2) 焊接顺序。
在焊接过程中焊缝越长, 焊缝所承受的拉应力越大, 所以采用短焊缝可低焊缝应力状态, 减弱焊缝发生裂纹的可能性, 一般每次焊缝长度为50~60mm, 刚度大的地方先焊, 刚度小的地方后焊, 且先后焊接的焊缝位置不能相邻。这样可以降低焊补处的温度, 减少应力。此外, 相对于较厚的焊件时, 采用开坡口及多层多道焊接 (见图5) 可以有效地提高焊缝金属的性能, 这主要是由于后一层对前一层焊缝具有附加热处理的作用, 从而改善了焊缝固态相变的组织。
(3) 焊接过程中采用短弧焊接, 采用分段倒退法(见图6) 施焊形成焊缝区, 为减少热输入层间温度控制在80℃~100℃, 每道焊缝由于热输入会产生较大热应力, 可采用锤击消除应力, 锤击时应处于高温区间,不然低于300℃时, 随着冷却焊缝塑性变差, 硬度增高, 锤击会震动和冲击熔合区造成开裂剥离。焊接后及时用石棉保温。
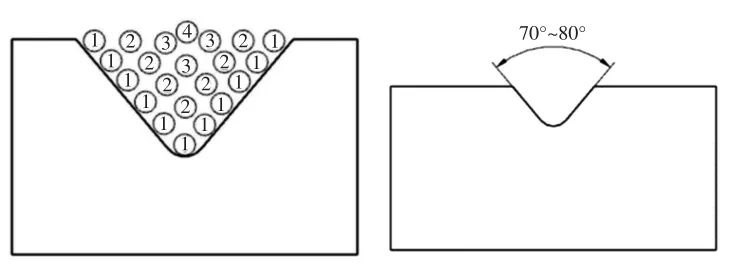
图5 减小应力及坡口示意图
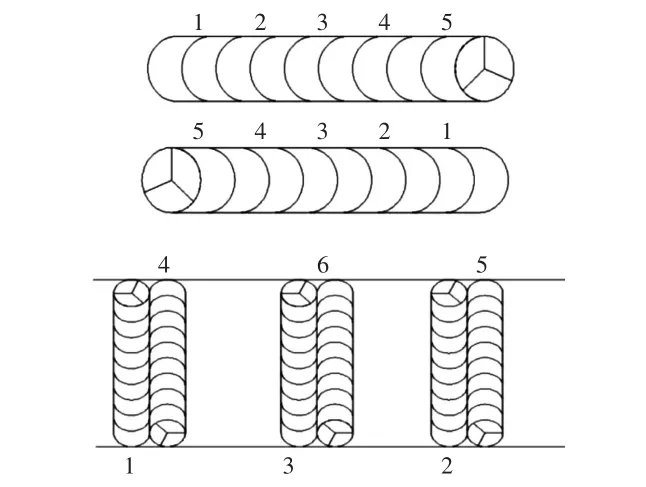
图6 分段倒退跳焊法
电弧冷焊的工艺特点是 “短段、 断续、 分散焊, 较小的电流熔深浅, 每段锤击消应力” 。为了减小应力防止裂纹, 冷焊时必须防止局部过热, 也就是保持较低的温度, 减小与整体的温度差别, 每一道焊缝要短,不能连续进行, 但可以分散多处起焊, 每焊一道立即用带圆角小锤迅速锤击焊缝, 直到焊缝出现密密麻麻敲击点为止。每段焊缝焊完之后, 为保证每段之间衔接良好, 应将接头过高金属打磨再焊下一段。如发现有裂纹应先在裂纹两端钻孔再按施焊工艺施焊。





