2.3 高温氧化磨损机理
空气中金属表面存在一层氧化膜,坯料在成形过程中,表面材料与周围介质发生化学反应,形成一层氧化膜附在坯料表面。当发生摩擦时,接触点表面的氧化膜被破坏脱落,新露出的金属表面会立即形成新的氧化膜,而当遇到第2个凸峰时,新的氧化膜又被破坏脱落,氧化膜如此反复形成又反复脱落造成了表面材料的不断损耗,这种在机械作用下引起的表面材料损失的现象就是高温氧化磨损,也是热锻过程广泛存在的一种磨损形式。
温度不同,坯料表面的氧化皮成分也不一样,一般Fe有3种类型的氧化物:FeO、Fe2O3、Fe3O4。FeO的形成在570 ℃以上,Fe3O4的形成稳定在200~570 ℃,Fe2O3在200 ℃以下形成。在较低的环境温度(200 ℃以下),氧的扩散速度较低,摩擦面薄而致密的氧化膜不足以保护磨损表面,磨损主要以粘着磨损为主。随着温度的升高,氧化层阻止了金属接触导致的粘着磨损,对金属表面起到保护作用。温度高于400 ℃后,氧化层在外力作用下易剥落,剥落的氧化层会增大磨损速率,导致摩擦系数增加,但是随着温度的升高,表面氧化物增加,磨损率明显降低。磨损过程中,不断重复氧化和氧化层疲劳剥落,形成动态平衡过程,剥落的氧化层一部分离开摩擦系统,造成磨损,另一部分被碾压在剥落区,一定程度上降低磨损率。
2.4 高温扩散磨损机理
高温高压下,热锻模与热坯料表面的材料发生相互扩散,模具零件表层材料退化,表面合金元素重新分布,局部表面合金元素的降低,使相应部位的硬度、耐磨性、热强度下降,缩短模具使用寿命。
刀具切削加工过程因具有切削力大、切削温度高的特点,使刀具与工件接触面之间的化学元素获得足够的能量,发生相互扩散,改变刀具的化学成分,降低刀具材料的性能,使扩散磨损成为刀具的主要磨损原因。近年来国内外一些学者从抗扩散能力角度对刀具与加工材料之间的扩散磨损行为进行研究,郑敏利等[10]认为切削加工过程中,刀具表面温度升高将会引起刀-屑接触区间原子或分子的扩散,导致接触面摩擦表层材料中的结构变化,引起材料表层物理-力学性能的改变以及摩擦性能(摩擦系数、摩擦力)和接触面上的磨损形式发生变化等。但是,热锻模工作过程中除受高应力的机械载荷反复作用外,还承受热应力的反复作用,通常热锻模在使用前需要在250~300 ℃预热。模锻时,在冲击或静态高压作用下与1 200 ℃左右的炽热锻件短时间紧密接触,模膛温度急剧升高,局部温度最高可达600~700 ℃,取出锻件并冷却后,模膛表面温度迅速下降,模具始终在机械载荷和热载荷耦合作用下工作,原子会发生频繁扩散。
目前,国内外学者对于扩散磨损的研究局限在刀具切削加工过程中。因韩静涛等长期从事裂纹愈合研究工作,认为模具与热坯料互扩散现象主要是原子的相互扩散[11,12],并且是高温坯料侧原子的扩散占主导机制,由于元素扩散作用,造成模具零件表面元素的重新分布,弱化了模具零件表面的抗磨损性能,使模具失效。不能对原子的来源进行精准区分,热锻模的扩散磨损行为被研究人员忽略。
基于上述分析,扩散磨损是热锻模的主要磨损机理,因此抗扩散能力是评价热锻模涂层性能的主要技术指标之一。热锻模涂层开发时,应重视涂层的扩散阻挡作用,进而开发新型的涂层体系,大幅度延长模具使用寿命。前期试验情况:对热锻活塞头模具零件表面涂镀膜层,使其使用寿命延长3倍;对热锻活塞裙模具零件涂镀膜层,使其使用寿命延长50%;对汽车发电机爪极模具零件涂镀膜层,使其使用寿命延长1倍,最终模具零件都因为基体疲劳而失效。热锻模寿命延长的原因主要是模具零件与坯料接触时,模具零件表面涂层具有高的硬度与耐磨性以及良好的抗热震性能和比基体更优异的红硬性,起到阻挡原子扩散、耐磨、隔热的作用,延缓了模具失效。
2.5 冷热疲劳磨损机理
热锻模工作条件恶劣,在高温条件下工作时,其环境温度并不恒定,而是急剧反复变化。温度的反复变化在模具零件内部会产生温差应力,使模具零件表面产生细小裂纹或局部崩裂现象,也称为龟裂。另外连续使用时模膛表面温度一般均超过模具零件的回火温度,造成高温软化,同时冷却润滑又使模膛近表面层产生较大的拉应力,造成裂纹进一步扩展,最终导致材料从表面上去除。与粘着磨损和磨料磨损不同的是,疲劳磨损不可避免。
3 热锻模磨损失效对策
缓解热锻模磨损问题,延长热锻模使用寿命,一是通过模具设计、材料选用和各加工工艺的优化,使模具获得较长的使用寿命;二是任何模具的失效都是在材料的强度与应力因素和环境不适应的条件下发生的,失效模具的残骸上必定会保留失效过程的信息。对已失效模具进行分析,通过表面强化技术,针对性地强化模具失效部位,达到延长模具使用寿命、提高服役安全性和可靠性的目的[13]。
3.1 离子渗氮/提高基体表层硬度
离子渗氮是在一定真空下,以工件为阴极,以炉壁为阳极,通入400~900 V的直流电,氨气被电离成为氮和氢的正离子及电子,这时工件表面会产生一层辉光。具有高能量的离子以较大的速度轰击工件表面,将动能转换为热能,使工件表面温度升高到450~650 ℃,同时氮离子在工件表面获得电子后被还原成氮原子,由于浓度差的原因,氮原子向工件内部扩散形成渗氮层。
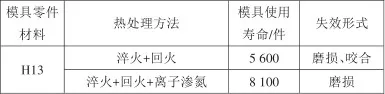
离子渗氮在氮化炉中进行,试验过程中通入氮气和氢气的混合气体,气压保持在260~300 Pa,辉光放电电压为650~800 V。氮化温度为510 ℃,经8 h的渗氮处理,得到的渗氮层总厚度约为0.2 mm,氮化层硬度约为1 200 HV。离子渗氮层具有较高的硬度和耐磨性,化合物保护膜降低了模具零件与坯料间的摩擦系数,同时降低了摩擦副之间的互溶性,避免了咬合的现象。由表1可见,离子渗氮处理方法延长了活塞头热锻模的寿命。
表1 离子氮化对活塞头模具使用寿命的影响
3.2 PVD涂层/抑制坯料与基体元素互扩散
多弧离子镀是在真空条件下进行,以工件为阴极,炉体为阳极,引弧时,在接通电源的同时使引弧电极与靶材瞬间接触又瞬间离开,在离开的瞬间,由于引弧电极和靶材间的导电面积迅速缩小,局部微小区域的温度迅速升高,靶材表面出现一些不连续、大小和形状多样、明亮的斑点,即阴极弧斑。它们在阴极表面迅速地做不规则游动,一些弧斑熄灭时又有弧斑在其他部位形成,这样持续消失和持续形成维持了电弧的燃烧。电弧燃烧产生大量金属原子(如Ti),这些原子再被电离成能量较高的正离子(如Ti+),正离子在真空室内运行时与其他离子结合(如与N+形成TiN),沉积在工件表面形成涂层[14]。
热锻模在工作条件下,由于基体硬度较低,一般低于52 HRC,急冷急热导致的弹塑性变形较大,模具模膛深且复杂,表面强化层的塌陷、剥落是影响模具使用性能的关键。热作模具零件表面强化处理并不要求得到过高的表面硬度,但获得的强化层与基体具有高的结合强度和相近的线膨胀系数,强化层也要有一定的强韧性和耐热性。综合考虑,采用离子氮化—PVD复合涂层技术,离子氮化强化了模具零件表层硬度,PVD涂层抑制了由浓度不同引起的坯料/基体元素互扩散现象。表2所示采用离子氮化—PVD复合涂层技术,延长了活塞头模具的使用寿命。
表2 离子氮化—PVD复合涂层对活塞头模具使用寿命的影响

4 结束语
研究磨损的目的在于通过对各种磨损现象进行分析,找出其变化规律和影响因素,寻求控制磨损和提高抗磨损性能的措施。热锻模的工作条件较为复杂和恶劣,1副模具在使用过程中存在多种损伤形式,这些损伤相互作用、相互促进,最后表现一种或多种形式的失效,因此需要对模具零件的基本失效形式和机理进行剖析和研究。基于扩散磨损理论开发的热锻模PVD扩散阻挡涂层,通过不同合金元素的调配,制备具有良好阻挡扩散效果又兼具优良力学性能的涂层,延长了模具使用寿命,验证了扩散磨损理论的正确性。(*内容源自模具工业)





