作者:马 野, 冯淑玲, 牟 风, 燕 云, 康爱军(抚顺特殊钢股份有限公司技术中心 )
【摘要】介绍了铝挤压技术的发展和基本工作原理, 抚顺特钢通过电炉+电渣重熔、 精快锻联合成材生产出高质量的铝挤压热作模具用优质H13钢, 研究了铝挤压热作模具用优质H13钢的高温力学性能。结果表明, 优质H13钢经热处理后硬度可以达到44~46HRC, 在室温下抗拉强度达到1,601N/mm 2 。随环境温度的升高, 优质H13钢的抗拉强度随之降低,在环境温度升高至700℃时, 优质H13钢的抗拉强度降低至315N/mm 2 。通过断口SEM分析, 优质H13钢拉伸试样断口为韧性断裂, 从微观形貌属于微孔聚集型断裂, 说明优质H13钢基体塑性变形能力较强。
关键词:铝挤压;高温性能;显微组织;扫描电镜
1 引言
铝是地壳中分布最广, 储量最多的元素之一, 占地壳总重量的8.2%。在人类应用的金属材料中, 铝材的消费量仅次于钢材, 居第二位, 因此, 铝工业成为现代社会的重要支柱工业之一。铝材主要包括板、 带、箔、 管、 棒、 型、 线、 锻件及粉等, 广泛应用于现代轨道交通、 汽车、 电子、 建筑等行业。中国铝工业、 铝加工工业发展迅速, 2018年中国企业铝产量约5,700万吨,占世界产量的59%, 稳居世界第一位。
2 铝挤压简介
铝挤压是铝材主要的加工成形方法, 中国是铝挤压材生产和消费大国, 铝挤压材的生产和消费总量居世界榜首。
铝挤压技术是根据塑性变形原理, 利用装在压力机上的模具, 通过凸模和凹模对铝材锭坯施加压力,使锭坯料在一定的速度下产生塑性变形而制得所需形状、 尺寸及一定力学性能的零件。按锭坯的加热温度, 挤压可分为热挤压和冷挤压。热挤压是将锭坯加热到再结晶温度以上进行挤压, 冷挤压是在室温下进行挤压。铝挤压技术及设备包括:熔铸、 挤压及挤压模具、 表面处理、 深加工以及各个相关辅助装备。挤压材生产中挤压是核心, 挤压机是其主要设备, 模具为主要工具 [1] 。
挤压铝合金型材时, 铝挤压模具的性能和质量决定了铝型材的品质、 成本、 生产效率和交货期, 因此铝挤压模具的材料选择、 设计、 加工、 热处理与正确使用就成为铝挤压产业的核心问题。铝型材的挤压过程是一种高温、 高负荷的加工作业过程, 铝挤压模具需要承受极其严酷的使用条件:①铝挤压模具承受高温作用, 表层温度可达540℃;②铝挤压模表层被反复加热和冷却, 产生热疲劳;③挤压铝合金, 最大挤制压力可达800MPa以上, 模具须承受很高的压缩、 弯曲及剪切应力作用。
因此适用于铝挤压模具的材料应至少具备3项基本性能: ①高温下具备高的屈服强度和硬度, 从而具有良好的抵抗塑性变形的能力;②优异的断裂韧性,对裂纹的形成和扩展具有良好的抵抗能力;③高回火抗力, 不会因长时间处于高温环境下而明显软化。综合上述要求, 国内外普通使用中合金铬系热作模具钢H13制造铝型材挤压模具, 使用效果令人满意。铝挤压模具是在高温高压环境下作业, 并要承受周期载荷的作用, 因此对模具钢的性能要求相当高,一般制造铝挤压模具的材料应具有较高的热稳定性、热疲劳性、 热耐磨性和足够的韧性。前些年国内常采用3Cr2W8V钢制造铝挤压模具, 但它的韧性低, 抗疲劳强度不好, 即使采用高温淬火等工艺处理措施亦不能满足要求, 模具使用中的早期失效十分严重, 近年来已被H13钢取代 [2] 。与3Cr2W8V钢相比,H13钢具有以下两个突出特点:①有良好的高温综合性能和较高的热疲劳抗力;②组织中含有较多的Cr、 Mo元素,氮化处理时能生成丰富稳定的氮化物并弥散分布。因此就延长铝挤压模具使用寿命而言, 选用H13钢加工铝挤压模具还是比较合适的。统计数字表明, 用H13钢和3Cr2W8V钢制造同种铝挤压模具, 前者的使用寿命是后者的3~5倍。
3 高温力学性能
3.1 试验材料与试件
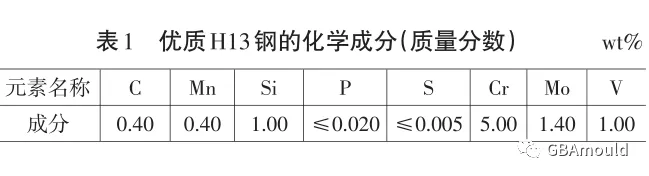
抚顺特钢在热作模具钢H13的基础上, 适当调整C、 Cr、 Mo、 V等合金元素的含量, 通过优化冶炼和加工工艺生产出专用铝挤压模具用钢优质H13 (见表1) 。
采用电炉+电渣重熔冶炼方法控制非金属夹杂物及减少成分偏析, 采用 2,000MN 快锻机开坯+1,000MN精锻机成材的成型工艺, 生产规格 ? 200mm成品圆钢。钢材退火后硬度≤229HB, 其化学成分、非金属夹杂物和超声波探伤满足相关标准要求。表2为优质 H13 钢的非金属夹杂物级别 (评级按 ASTME45标准检验) 。
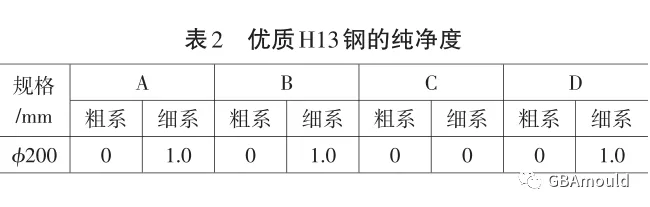
从表2可以看出, 通过电炉+LF+VD+电渣冶炼工艺生产的优质H13钢中各类夹杂物粗系均为0级,氧化物、 硫化物夹杂细系为1.0级, 纯净度满足要求。优质H13钢的力学性能试样取自圆钢横向截面中心处。试样尺寸为 ? 5mm长度70mm (机加工的圆形横截面直径尺寸公差为±0.05mm) , 试样具体尺寸如图1所示。
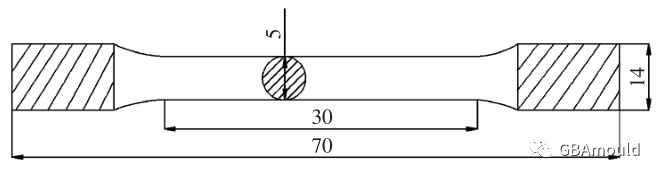
图1 拉伸试样
3.2 试验过程
按GB/T228规定检测室温拉伸性能, 按GB/T4338规定检测高温拉伸性能。采用TH300型洛氏硬度计、INSTRON4483型电子拉伸试验机及DDL150型高温拉伸试验机检测试样硬度及力学性能, 采用金相显微镜和EOX 18型扫描电子显微镜 (SEM) 进行组织及断口形貌观察和分析。
优质H13钢试样经热处理后, 硬度值达到44~46HRC。环境温度由箱式加热炉加热到规定的温度,然后保温 30min。试验温度依次为室温(25℃)、400℃、 550℃、 600℃、 650℃、 670℃、 700℃, 其中温度偏差在±3℃。
3.3 试验结果
表3给出了7个试样的室温拉伸和高温拉伸试验结果, 根据试验结果得出优质H13钢屈服强度及抗拉强度随温度的变化规律, 如图2所示。
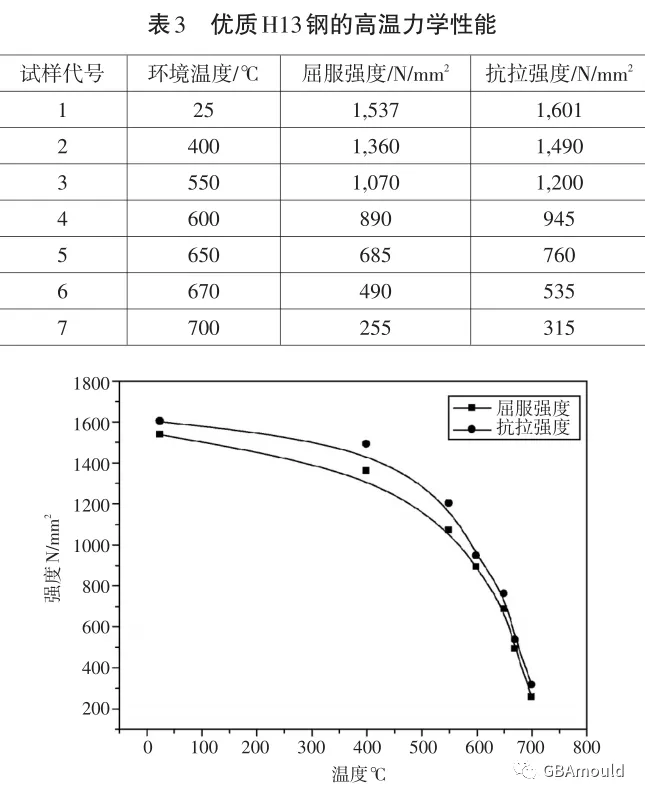
图2 优质H13钢高温拉伸性能
从表3中的数据可以看出, 在室温下优质H13钢抗 拉 强 度 达 到 1,601N/mm 2 , 相 比 3Cr2W8V 钢 的1,400N/mm 2 具有更高的抗拉强度。随环境温度的升高, 优质H13钢的抗拉强度随之降低, 环境温度达到600℃以上时, 强度降低剧烈, 当环境温度升高至700℃时, 优质H13钢抗拉强度降低至315N/mm 2 。铝型材的挤压过程铝挤压模具承受高温作用, 表层温度可达540℃, 最大挤制压力可达800N/mm 2 以上, 模具须承受很高的压缩、 弯曲及剪切应力作用。
铝挤压优质H13钢一般在540℃以下服役, 本实验优质 H13 钢环境温度在 550℃时, 抗拉强度达到1,200N/mm 2 , 有较高的强韧性和抗热疲劳性能, 可以满足铝型材的挤压过程铝挤压模具需要承受的高温和高压作用, 但在600℃以上情况下服役时, 其热强性急剧下降 [3] 。优质 H13 钢在 600℃条件下仍然具有945N/mm 2 的抗拉强度, 优质H13钢的高温力学性能保证了铝挤压模具在高温和高压环境下具有很高的强度, 即使在600℃高温环境下仍然具有一定的强度, 保证了铝挤压模具在挤压过程中的连续工作能力及稳定性。
4 显微组织
将优质H13钢高温拉伸试样进行抛光, 经4%硝酸酒精腐蚀1~2分钟, 使用金相显微镜在500倍下观察其显微组织, 如图3所示。
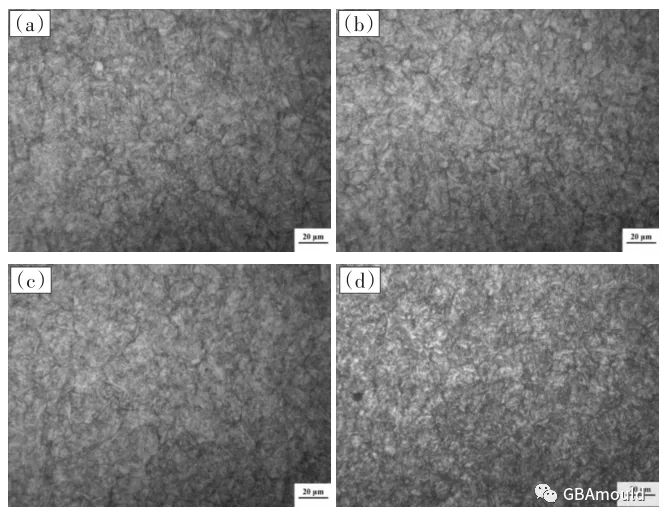
图3 优质H13钢显微组织 (500倍)
a — —1#室温拉伸试样 b — —2#400℃拉伸试样





