不锈钢抛光工艺可以分为打磨和出光两部分。现将该两部分工艺和方法总结如下:
不锈钢焊接件打磨主要目标是去掉焊点,达到表面粗糙度为R10um的工件,为出光做准备!
打磨部分概括来说有:
三个工序:粗磨,半精磨,精磨
三个面:两个侧面一个棱边
九个抛光机
二十七个调节机构
详细说明如下:
1、对上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入本抛光工序。
2、粗磨,用600#的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后工件表面的粗糙度应能达到R0.8mm。注意在抛光过程中注意砂带机的倾斜角度和控制好砂带机对工件的压力。一般来说以与被抛面成一条直线比较适中!
3、半精磨,用800#的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。(注意本工序不要产生新的划痕及碰伤,因为在后面的工序无法修补此类缺陷。)
4、精磨,用1000#的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm
5、关于更换砂带的说明:一般来说,600#的砂带可以抛磨1500mm长的工件6-8根,800#的砂带可以抛磨工件4-6根,1000#的砂带可以抛磨工件1-2根,具体情况还需以工件焊接焊点情况,抛光使用的压力,以及打磨的方式方法有很大的关系。另外还需注意更换砂带必须保证砂带在海绵轮上能平稳转动,以达到均匀磨削工件的目的。
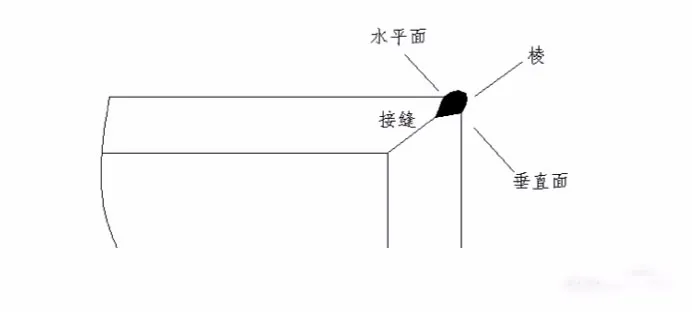
打磨三个面说明:焊接件需要打磨以焊接棱边为分界线的水平和竖直的两面,具体来说一共需打磨三面,其打磨示意图如下图所示:
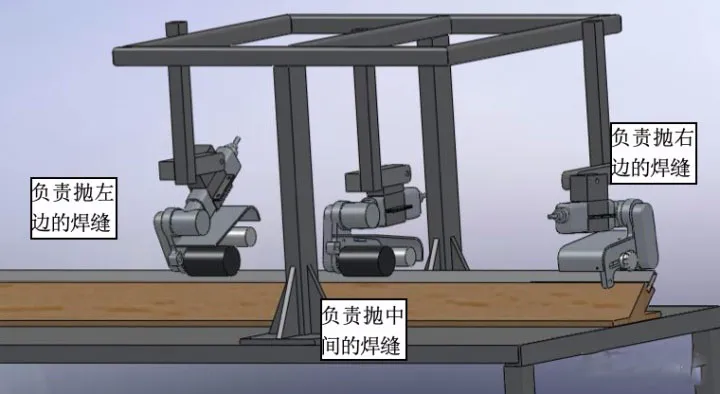
九个抛光机示意图:三个砂带机作为一个工序(一组)打磨三个面,实际工作中,后一组砂带机的打磨位置需比前一组砂带机的打磨位置前进1-1.5mm,此设计是为了后面一组抛光机能更好的打磨掉前一组留下的抛光的印痕。
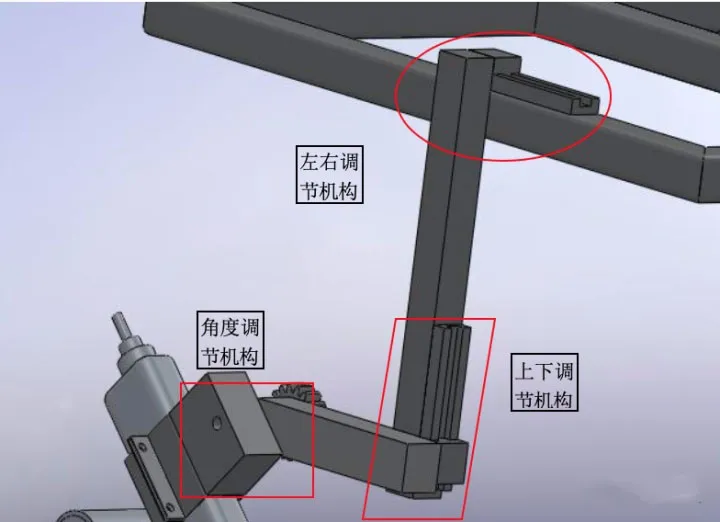
二十七个调节机构:每个砂带机上分别有前后调节机构,上下调节机构,砂带机角度调节机构。视工件焊接的具体情况,最终完成的设备由三至四个机组组成,每个机组安装不同目的砂带进行抛光。每个砂带机的抛光位置和角度及抛光压力由抛光机调节机构控制,并在设备开始工作之前进行调节,使每台砂带机处于恰当的位置和恰当的角度并和具有恰当的工作压力,在上述所示的三个调节机构中,需有一个机构能通过光电开关检测的信号来控制其相应调节,防止出现打磨两端磨削量过大的情况。比如设置砂带机角度调节机构,通过光电开关检测工件进入到砂带机的下方,这时调节机构启动控制砂带机抬起,等待工件进入到某一位置时调节机构将砂带机落下,砂带机通电或者通气开始进行抛光工作,抛光快结束时检测机构同样检测到工件即将抛光完成,调节机构气动控制砂带机抬起,待工件通过后落下,这样可以避免不锈钢方管两端抛磨过量的情况出现。
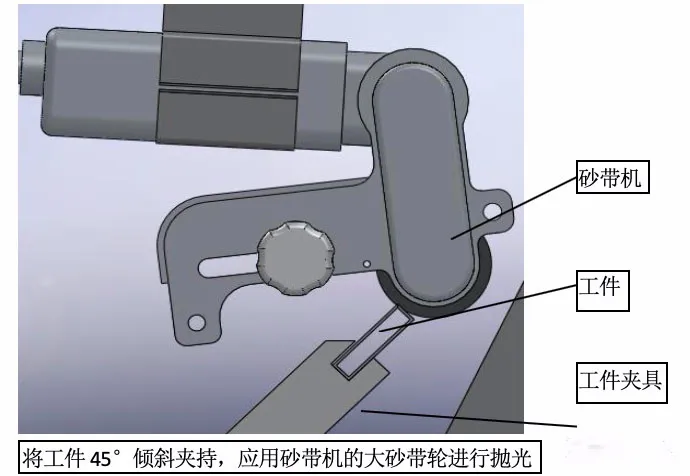
打磨的方式方法:
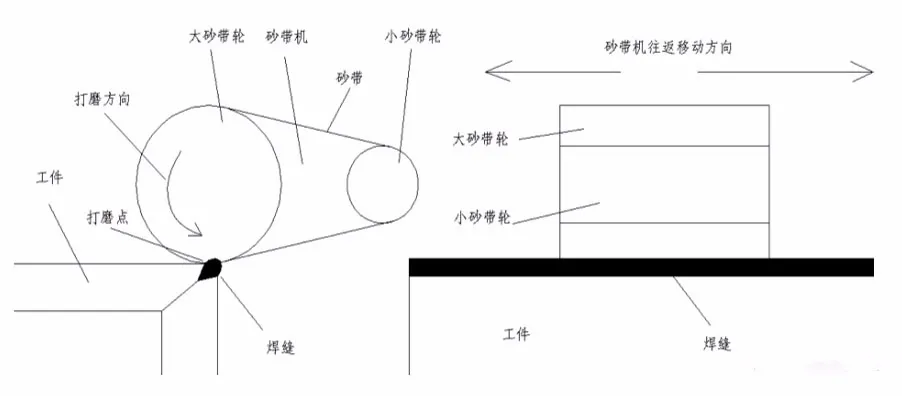
通过砂带机的大海绵轮压住工件进行打磨,打磨的同时可以水平移动砂带机或者工件,把焊接的焊点逐一打磨掉。
出光部分主要目的是将前面打磨出的不锈钢进行镜面出光,达到镜面的目的。
本工艺概括来说有:
两个工艺:打蜡,擦亮
两个电机,两个羊毛轮,大青腊,布
具体内容如下所述:
1、目测上一步工序进入本工序的焊接件,检查确认是否有漏打磨至1000#、所有焊点未完全打磨、存在粗打磨痕迹、破坏保护膜严重、以及磨削过量、圆角过大、两端磨削严重、打磨不均匀有的地方深浅不一等各种抛光打磨阶段出现的在出光阶段无法修复的问题,若存在这样的问题需返回重新打磨或者修补。(在本工序中无法修复打磨中出现的碰伤,磕伤,以及大的划痕,但可以修复很细小的细纹,比如1000#打磨出的比较小的细纹。但是很费事)
2、镜面
利用高速电机驱动用羊毛轮(市面有售),配合大青腊仿照前面的抛光的方法进行镜面磨光,本工序主要目的是把经过前面几道工序抛光完成后的工件进行镜面磨光,而不是进一步磨削。注意在此步工序操作时不要将抛光蜡蹭到工件表面的覆盖膜上面,注意不要损伤覆盖膜。
3、擦亮
本工序是镜面抛光的最后一道工序,用干净的棉布轮在经过镜面后的工件表面摩擦,将前面所有工序完成后的工件擦干净,擦亮。本工序的目标是工件表面分辨不出焊接痕迹,以及将打蜡抛磨过的工件擦亮,亮度达到镜面反射高8k,而且工件抛过的部分与没抛过的部分几乎看不出区别。达到完全镜面效果。
4、关于打蜡的说明:
a.打蜡的方式方法:一般情况是在进行抛磨工件之前先给羊毛轮进行打蜡,待羊毛轮上粘满青腊后才开始进行抛磨。打蜡的方式如下图所示:
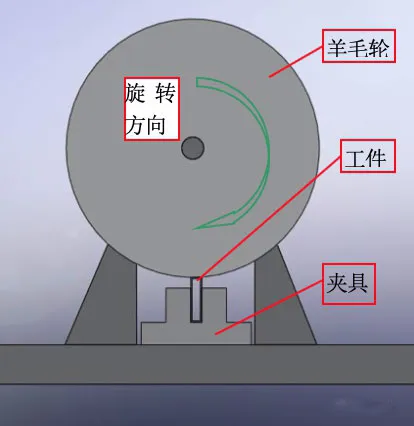
b.为什么高速电机直接驱动羊毛轮打蜡抛磨不锈钢工件能致使其变亮:因为大青腊是一种油性物质,在常温下时呈固态,在高温下呈液态,高速电机直接驱动羊毛轮高速旋转当羊毛轮表面粘上大青腊后在工件表面研磨由于油性物质的油性使得工件表面变亮,因此驱动羊毛轮进行抛光的电机的选择就很重要,通过实际经验总抛光使用的电机其转速应不低于13000r/min,其功率不应低于500w,速度低于这个速度时其抛磨出的工件的无论从亮度或者镜面效果都不是很理想,因此一般的普通电机很难满足其要求,一般选择高速电机。
c.市面上的羊毛轮有粗轮和细轮之分。羊毛轮的选择很重要,使用羊毛很粗糙的羊毛轮抛磨后容易出现打磨过的痕迹,在实际生产中一般使用细羊毛轮,这样抛出来的效果才好!
d.在抛磨过程中还需控制好对工件的压力,过大的压力羊毛轮打磨掉保护膜的区域面积过大,甚至会出现打黑工件,破坏工件原本的镜面效果等情况
e.在打磨的过程中需不断供给大青腊,否则会出现由于温度过高羊毛轮出现冒烟的现象,这对羊毛轮的磨损非常严重,对不锈钢的损害也很大。
f.对于需要在出光阶段修复的细小纹路需单独人工修复,修复工作非常费事,如果可以尽量不要在此阶段进行任何修复工作。
g.打蜡电机一般安装两个电机,每个电机负责抛光工件的其中的一面,视情况可以考虑增加一个抛磨棱边的电机,以增加棱边的亮度。
h.视情况对羊毛轮进行更换。
关于擦亮的几点补充:
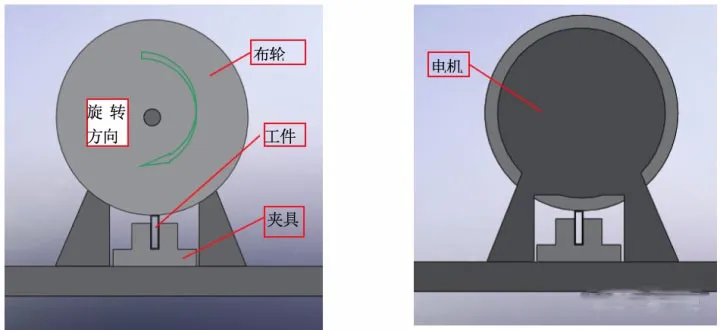
擦亮方法基本和打蜡方式方法一致,只是打蜡中的羊毛轮换为擦亮中的布轮。
擦亮是整个抛光中的最后一道工艺,一定要确保工件抛光出光后不会有任何破坏镜面的情况,否则前功尽弃。
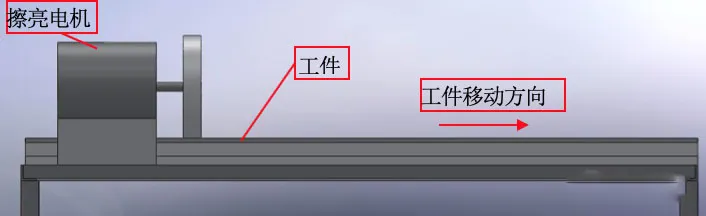
a.擦亮的方法是将布轮直接安装在高速电机上,实现高速转动,在工件表面上擦拭,擦掉工件上的污物和附着的大青腊,达到擦亮的目的!在实际的擦亮中往往配以研磨粉一并进行,研磨粉能去除油性物质大青腊,其在擦亮中的的主要作用是为了很容易的去掉粘附在工件上的青腊,如果不配合研磨粉,工件表面的大青腊将很难去除,而且还容易粘到其他地方,影响其他地方的美观。





