工件材料的锯切加工性能与其本身的物理、力学性能有很大关系。主要影响因素有以下几点:
1、材料的强度和硬度
工件材料的硬度和强度越高,切削力就越大,消耗的功率也越大,切削温度也越高,使锯条齿尖的磨损加剧,切削加工性能就越差。特别是工件材料的耐热性高的材料,在高温切削时,齿尖材料的硬度在高温切削时与工件材料的硬度之比降低,切削加工性能变差,齿尖越容易磨损。这也是某些耐热钢、高温合金钢切削加工性差的主要原因。
此外也不是材料的硬度越低,越好加工。有些金属如低碳、纯铁、纯铜等硬度虽低,但塑性很高,也不好加工。硬度适中的钢材较好加工如45号钢。10号钢虽然比45号钢软,但锯切加工时难度比45号钢大一些。有的用户为了获得较好的加工表面质量,会适当提高材料的硬度以有利于加工。

有的材料在锯切加工中,被切削层材料产生剧烈的塑性变形,从而导致待切削表面发生硬化。材料经加工硬化后,其硬度比原始硬度高很多,使齿尖发生磨损。故加工硬化现象越严重,刀具寿命越短,即材料的加工性越差。不锈钢和合金材料等材料都有加工硬化的特点。
金属组织中常有一定数量的细微硬质夹杂物,这些夹杂物有比较高的硬度)则使刀具产生严重的磨料磨损,从而降低了材料的切削加工性。
2、材料的导热性
工件材料的导热性越好,由切屑带走和由工件散出的热量就越多,越有利于降低切削区的温度,减少刀具的磨损,切削加工性好。例45钢的导热系数为50.2W/(m℃),而奥氏体不锈钢和高温合金的导热系数仅为45钢的1/3-1/4,这是其切削加工性低于45钢的主要原因之一。而铜、铝及其合金的导热系数很大,为45钢的2-8倍,这是它们切削加工性好的原因之一。
3、材料的韧性
韧性以冲击值表示。韧性较大的材料,在切削变形时吸收的功较多,于是切削力和切削温度也越高,并且不易断屑,影响锯切加工性。有些合金结构钢不仅强度高于碳素结构钢,冲击值也越高,故较难加工。
4、材料的塑性
材料的塑性越大,切削时的塑性变形就越大,切削温度就越高,刀具容易出现粘结磨损和扩散磨损。在低速切削塑性高的材料时易产生机屑瘤,影响表面加工质量,而且塑性大的材料,切削时候不易切削。但加工塑性太低的材料时候,则成为脆性材料,切削力和切削热集中在切削刃附近,加剧刀具的磨损,也会影响切削加工性。例如,1Cr18NiTi不锈钢的硬度与45钢相近,但其塑性很大,故其加工难度比45钢的加工难度大很多。
5、材料的形状和规格
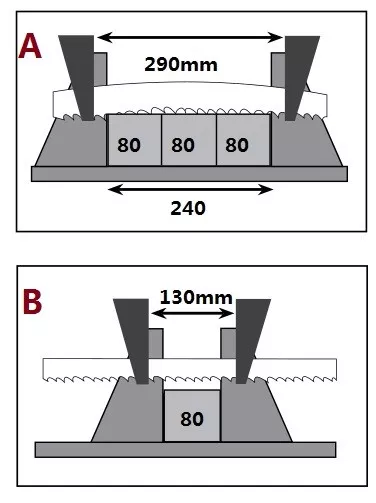
由于带锯条的特有的切削方法,材料越大,切削难度也就越大,一根100mm大P20钢可以轻松用市面上任何一种带锯条切下来,但800mm大的P20钢对普通锯条就不是那么友好了,因为要通过锯切跨度至少820mm的导向臂将切削力传送到每个齿尖上,对带锯条的加工精度、背边强度便提出了很高的要求。所以,很多客户宁愿选择价格高的中高端锯条,也不愿意去尝试价格便宜的低端锯条了。
很多带薄壁孔的不锈钢材料锯切加工性能也会比常规实心的差,主要还是断续切削带给齿尖更大的冲击力和更多次数的冲击力,这时候,用户需要谨慎选择齿形和参数。
6、材料的其他性能
有些其他性能对切削加工性也有一定影响。如线膨胀系数大的材料,加工时热胀冷缩,工件尺寸变化很大,故不易控制精度。弹性模量小的材料,在已加工表面形成过程中弹性恢复大,易与后刀面发生强烈摩擦。 某些材料的化学性质也在一定程度上影响切削加工性。如切削镁合金时候,粉末状的碎屑易于氧化合而燃烧。切削钛合金时候,高温下易从大气中吸收氧、氮,形成硬而脆的化合物,使切屑成为短碎片,切削力和切削热都集中在切削刃附近,从而加速了齿尖的磨损。





