5 使用小刀或调整加工工艺
在加工曲面形状的工件时,一般使用球头刀加工。球头刀往复切削时,在2个刀路之间存在切削余量,假设刀路的步距为E,球头刀的半径为R,2个刀路之间切削余量如图7黑色区域所示,这些切削余量影响工件的粗糙度。

图7 2个刀路之间切削余量
切削余量的最大值为FH,计算公式为:

(2)
在球头刀铣削曲面时,假设使用φ10R5 mm的球头刀进行加工,将刀路的步距设为0.2 mm,代入公式(2)计算残留量的最大值为0.001 mm,可以认为FH→0,即使用球头刀用往复刀路切削曲面时,球头刀直径对粗糙度的影响可以忽略不计。因此,影响工件粗糙度的主要因素不是刀具直径而是步距与切削力,步距越大,粗糙度越高,切削力越大,粗糙度越低。
切削力F的计算公式为:

(3)
式中:F—铣削力;Cp—系数;ap—铣削深度;v—进给速度;ω—转速;z—齿数;D—铣刀直径;B—铣刀宽度;Kp—修正系数。
数控机床功率的计算公式为:

(4)
在数控机床功率恒定的情况下,从公式(3)和公式(4)中可以看出,切削力F与刀具半径R、主轴转速ω成反比。因此,为了提升切削力,可以适当选用直径较小的刀具或者适当降低主轴转速,能够降低工件表面的粗糙度。
6 选用高硬度和高钢性的刀具
材质为高速工具钢的铣刀、合金刀等,其硬度可以达到89~95 HRA,刀具表面还有耐磨层,具有硬度高,耐磨、强度和韧性较好,耐热、耐腐蚀等一系列优良性能,使用这些刀具加工工件,可以延长刀具的使用寿命,提高工件的精度,降低表面粗糙度。
7 加工实例
以某简单工件为例,如图8所示,其具有垂直面、斜面、曲面,介绍该工件外形轮廓、曲面、斜面的加工工艺,现省略粗加工的编程过程。
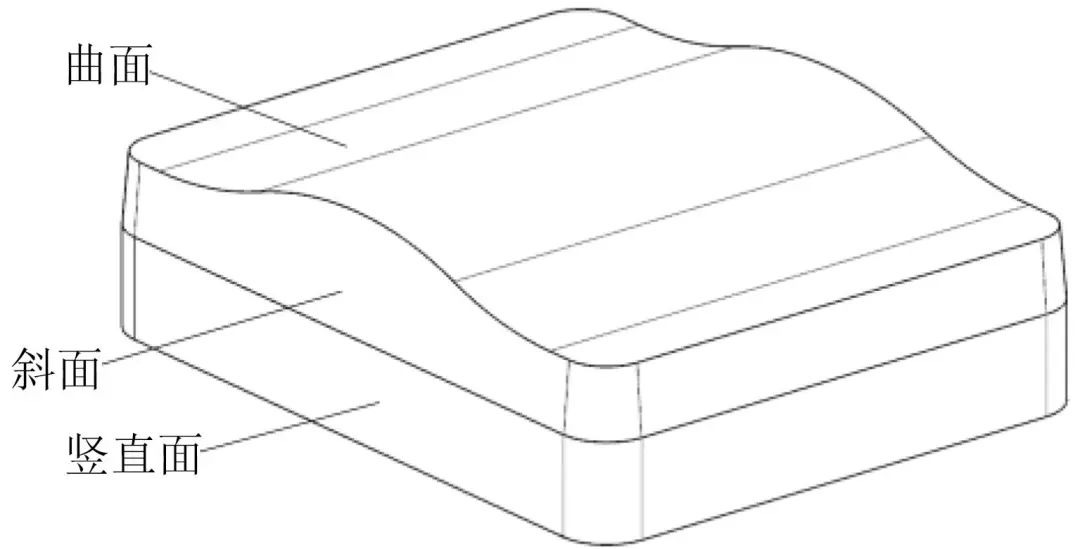
图8 简单工件
在加工外形轮廓时,采用顺铣工艺,在同一个高度上分层切削,使工件在精加工前,加工余量较少,如图9所示。
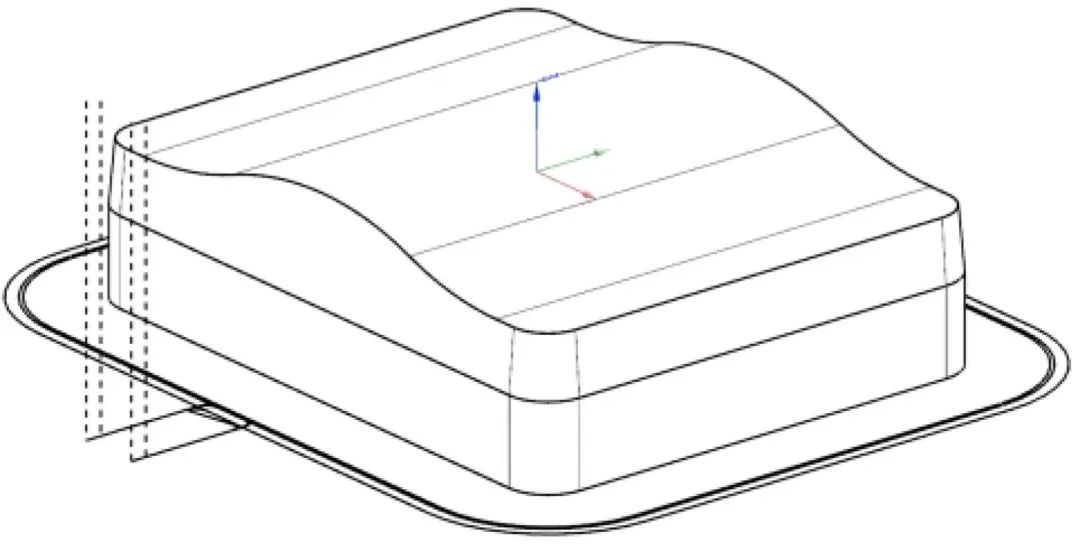
图9 在同一个高度上分层切削
在切削工件斜面时,采用等高切削的方式,切削的起点在下方,从下往上逐层往上切削,如图10所示。
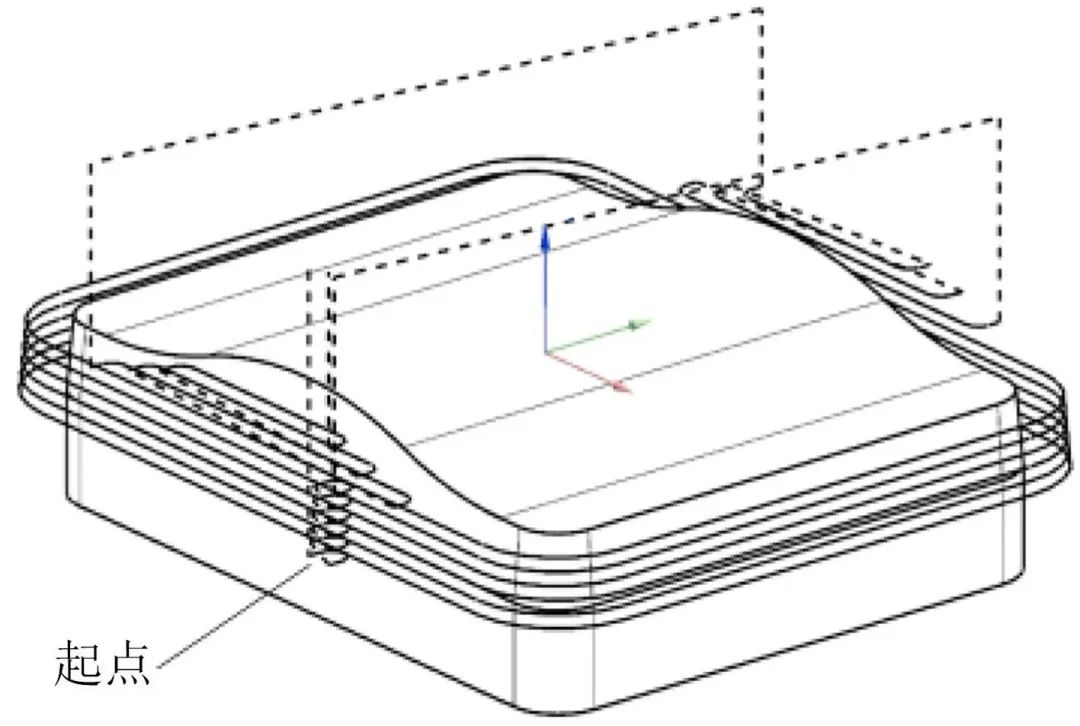
图10 从下往上逐层切削
在切削工件上在曲面时,使用球刀平行(或者环状)切削的方式,适当用较小的刀具进行切削,刀路间距较小,如图11所示。
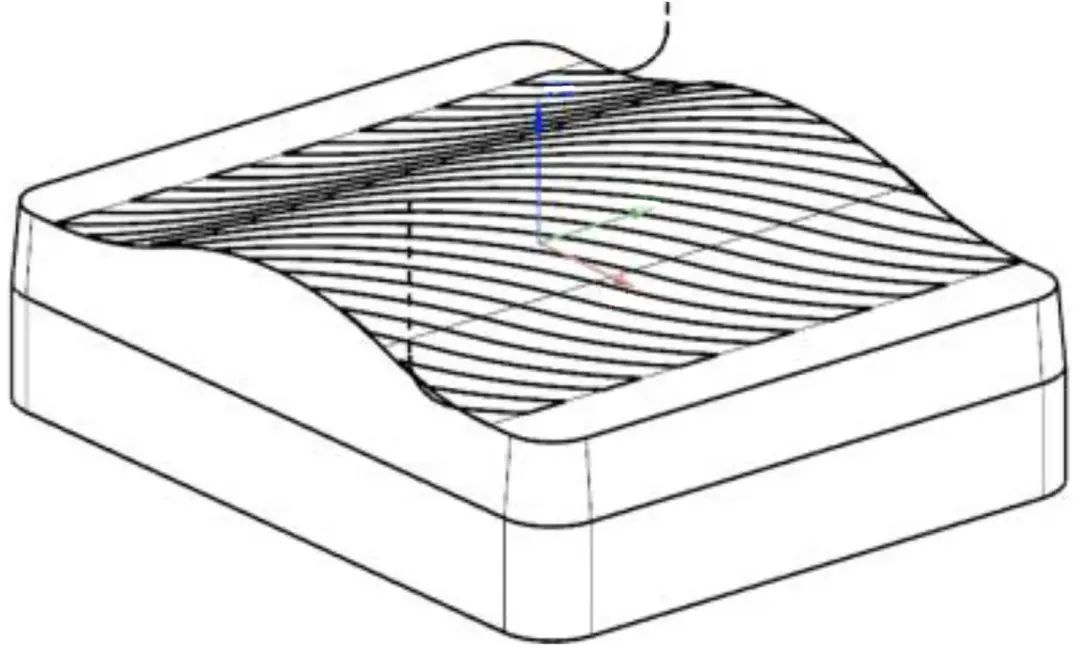
图11 球刀切削
长期的实践证明,加工中心铣削不同类型工件时,灵活运用上述铣削工艺,能加工符合要求的工件,有效避免垂直面斜度产生,降低斜面和曲面的粗糙度,提高工件合格率。
邹泽昌傅枞春
(福建船政交通职业学院 机械与智能制造学院, 福建 福州 350007)
▍原文作者:王希亮,庄严,刘磊,宁涛,胡晋波,付恒,李建,赵冬
▍作者单位:成都宏明双新科技股份有限公司





