01
冷却液的使用技巧
正确使用冷却液对于获得良好的钻削性能而言至关重要,它会直接影响到加工中的排屑、刀具寿命及加工孔的质量。
(1)冷却液的使用方式
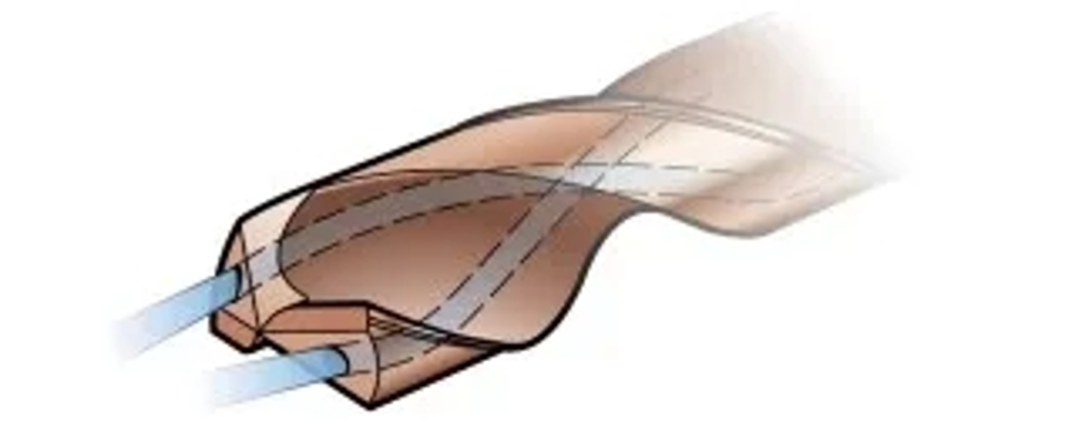
1)内冷设计
内冷设计始终是避免堵屑的首选,特别是在加工长切屑材料以及钻削较深的孔 (大于3倍孔径) 时。对于水平钻头,当冷却液从钻头中流出时,在至少30cm的长度上都不应有切削液下冲现象。
2)外冷设计
使用外冷却液可在切屑形成良好以及孔深较浅时使用。为了改善排屑,至少应有一个冷却液喷嘴 (如果是非旋转应用,则为两个喷嘴) 靠近刀具轴线位置。

3)干式钻削技巧,不使用冷却液
通常不建议进行干式钻削。
a)可用于短切屑材料且孔深可达直径3倍的应用场合
b)适合于卧式机床
c)建议降低切削速度
d)刀具寿命会降低
建议切勿将干式钻削用于:
a)不锈钢材料 (ISO M和S)
b)可换头钻头
4)高压冷却(HPC) (~70 bar)
使用高压冷却液的益处是:
a)由于冷却效果增强,刀具寿命较长
b)改善不锈钢等长切屑材料加工中的排屑效果,并且可能延长刀具寿命
c)排屑性能更好,因此安全性更高
d)根据给定的压力和孔尺寸提供足够的流量,以保持冷却液供应
(2)冷却液的使用技巧
请务必使用含有EP (极压) 添加剂的可溶性切削油 (乳化液)。为了确保最佳刀具寿命,油水混合物中的含油量应介于5-12%之间 (加工不锈钢和高温合金材料时应介于10-15%之间)。提高切削液的含油量时,务必用分油器进行检查,以确保不会超过推荐的含油量。
在条件允许的情况下,与外冷却液相比,始终首选使用内冷却液。
净油能够改善润滑效果,在钻削不锈钢应用时带来益处。请务必与EP添加剂一起使用。整体硬质合金钻头和可转位刀片钻头都能使用净油并能取得不错的效果。
压缩空气、雾状切削液或MQL (微量润滑) 可能成为稳定工况下的成功之选,特别是在加工某些铸铁和铝合金时。由于温度升高进而可能对刀具寿命产生负面影响,建议降低切削速度。
02
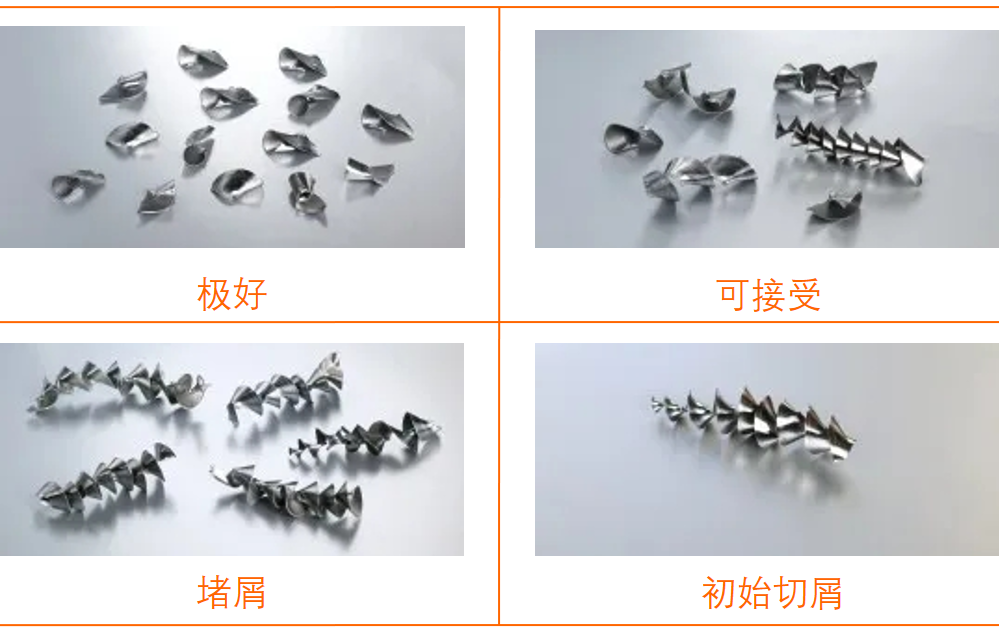
切屑控制技巧
切屑成形和排屑是钻削中的关键问题,取决于工件材料、钻头/刀片槽型的选择、冷却液压力/容量、切削参数。
堵屑会导致钻头径向移动,从而影响孔质量、钻头寿命和可靠性,或导致钻头/刀片崩断。

当切屑能够从钻头中顺畅排出时,切屑成形是可接受的。对其进行识别的最佳方法是在钻削过程中进行监听。连续的声音表示排屑良好,断续的声音表示切屑堵塞。检查进给力或功率监控器。如果存在异常,则原因可能是切屑堵塞。查看切屑。如果切屑长而弯曲,但未卷曲,则表示出现切屑堵塞。查看孔。出现堵屑后,将看到粗糙表面。
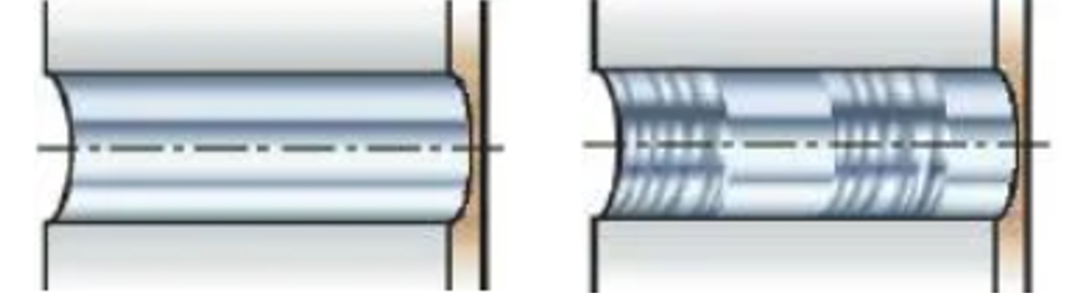
排屑良好(左)与受堵屑影响的孔(右)
避免堵屑的技巧:
1)确保使用正确的切削参数和钻头/刀尖槽形
2)检查切屑形状 - 调整进给量和速度
3)检查切削液流量和压力
4)检查切削刃。整个断屑槽未起作用时,切削刃损坏/崩刃可能导致长切屑
5)检查切削加工性是否由于新的工件批次而改变 - 调整切削参数
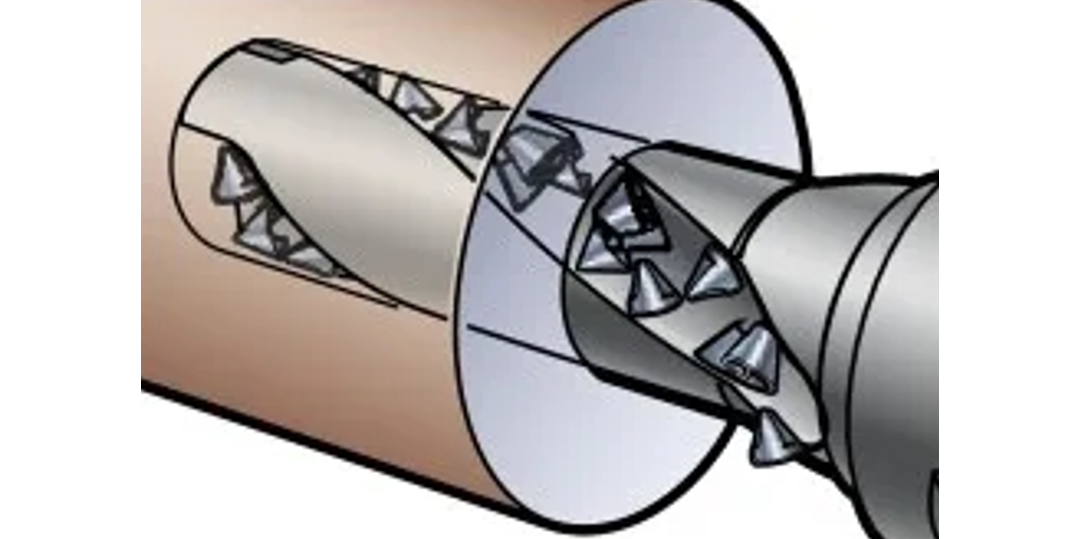
(1)可转位刀片钻头的切屑
中心刀片形成的锥形切屑很容易识别。周边刀片形成的切屑类似于车削。

(2)整体硬质合金钻头的切屑
可从切削刃的中心到周边形成一条切屑。值得注意的是,一开始钻入工件时产生的初始切屑总是很长,但是这不会造成任何问题。
(3)可换头钻头的切屑

03
进给和切削速度的控制
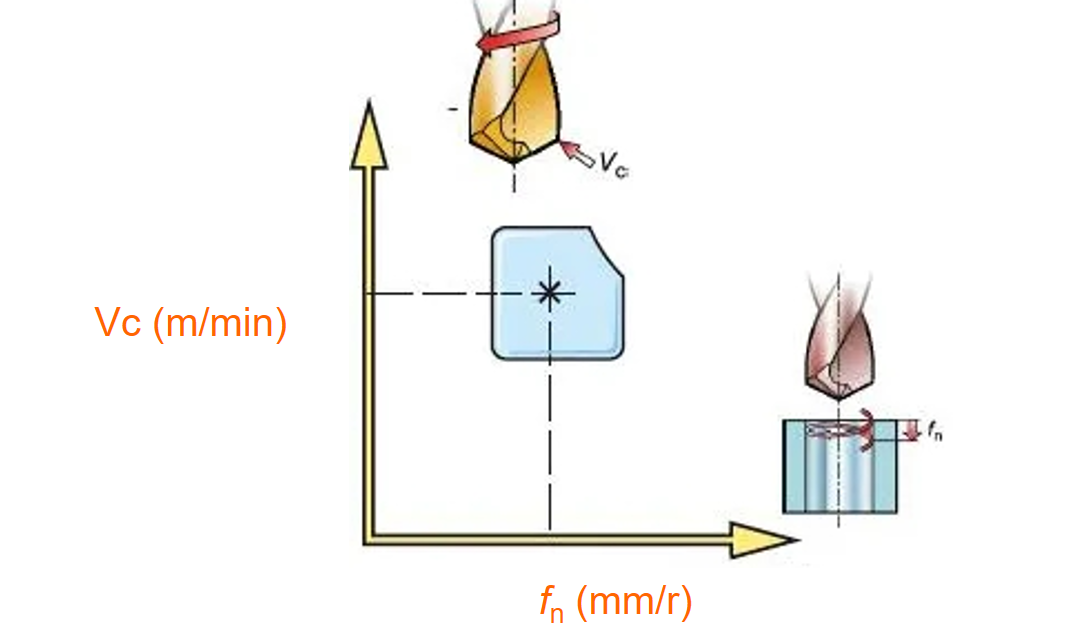
(1)切削速度Vc (m/min) 的影响
除了材料硬度以外,切削速度也是影响刀具寿命和功率消耗的主要因素。
1)切削速度是决定刀具寿命的最重要因素
2)切削速度会影响功率Pc (kW) 和扭矩Mc (Nm)
3)较高的切削速度将产生较高的温度并增加后刀面磨损,特别是在周边刀尖处
4)加工某些较软的长切屑材料 (即低碳钢) 时,较高的切削速度有利于切屑形成
切削速度过高:
a)后刀面磨损过快
b)塑性变形
c)孔质量差和孔径超差
切削速度过低:
a)产生积屑瘤
b)排屑差
c)更长的切削时间
(2)进给fn (mm/r ) 的影响
1)影响切屑形成、表面质量和孔质量
2)影响功率Pc (kW) 和扭矩Mc (Nm)
3)高进给会影响进给力Ff (N),在工况不稳定时应考虑该因素
4)影响机械应力和热应力
高进给率:
a)断屑较硬
b)切削时间较短
c)刀具磨损较小但钻头刃崩裂风险增加
d)孔质量降低
低进给率:
a)切屑较长较薄
b)质量提高
c)刀具磨损加快
d)更长的切削时间
e)钻削薄、刚性差的零件时,应保持低进给率

04
获得高质量孔的技巧
(1)排屑
确保排屑性能符合要求。切屑堵塞影响孔质量、可靠性及刀具寿命。钻头/刀片槽型和切削参数至关重要。
(2)稳定性、刀具装夹
使用尽可能短的钻头。使用跳动量最小的精制刚性刀柄。确保机床主轴状况良好并且精确对准。确保零件固定且稳定。为不规则表面、斜面和交叉孔应用正确的进给率。
(3)刀具寿命
检查刀片的磨损情况,预设刀具寿命管理程序。最有效的方法是使用进给力监视器监视钻削。
(4)维护
定期更换刀片压紧螺钉。先清洁刀座,再更换刀片,确保使用扭矩扳手。在重磨整体硬质合金钻头之前,不要超过最大磨损量。
05
不同材料的钻削技巧
(1)低碳钢钻削技巧
对于经常用于焊接零件的低碳钢而言,切屑形成可能是一个难题。钢的硬度、碳含量和硫含量越低,产生的切屑就越长。
1)如果出现的问题与切屑成形有关,则提高切削速度vc并降低进给fn (请注意,加工普通钢时,应增加进给)。
2)使用高压和内冷却液供应。
(2)奥氏体和双相不锈钢钻削技巧
奥氏体、双相和超级双相材料可能导致与切屑成形和排屑有关的问题。
1)正确的槽型至关重要,因其能够使切屑正确形成并帮助其排出。一般而言,最好使用锋利的切削刃。如果出现的问题与切屑成形有关,则增加进给fn将使切屑更易断裂。
2)内冷设计、高压。
(3)CGI (蠕墨铸铁) 钻削技巧
CGI通常不需要特别注意。它会产生比灰口铸铁更大的切屑,但切屑容易断裂。切削力更高,因此会影响刀具寿命。需要使用超级耐磨的材质。会出现与所有铸铁同样典型的刀尖磨损。
1)如果出现的问题与切屑成形有关,则提高切削速度Vc并降低进给fn。
2)内冷设计。
(4)铝合金钻削技巧
毛刺形成和排屑可能成为问题。也可能因粘着而导致短刀具寿命。
1)为了确保最佳切屑形成,使用低进给和高切削速度。
2)为了避免短刀具寿命,可能需要测试不同的涂层,从而最大限度地减少粘着。这些涂层可能包括金刚石涂层,又或完全不使用任何涂层 (取决于基体)。
3)使用高压乳化液或雾状冷却液。
(5)钛合金和高温合金钻削技巧
孔表面加工硬化对后续工序产生影响。难以获得良好的排屑性能。
1)选择用于加工钛合金的槽型时,最好具有锋利的切削刃。加工镍基合金时,坚固的槽型至关重要。如果出现加工硬化问题,则尝试提高进给率。
2)高达70巴的高压冷却液改进性能表现。
(6)淬硬钢钻削技巧
获得可接受的刀具寿命。
1)降低切削速度以减少热量。调整进给率以获得可接受且易于排出的切屑。
2)高浓度混合乳化液。
关于机床加工问题您还可以参考《钻床、车床、铣床、CNC加工中如何加工内六角、内四方等多边形内孔》《车、铣、刨、磨、钻、镗分别能达到什么样的精度“公差等级”?》《钻孔、扩孔、铰孔、镗孔,有什么区别?》《钻孔、扩孔、铰孔、镗孔,有什么区别?》等文。





